The flat, but twisted drill was a common practice in the war production era. A piece of HSS would be forged, twisted, and then cast into an ordinary steel shank. This was done to preserve precious HSS. It was also not unusual to find reamers with brazed tips of HSS, and a plain steel shank in sizes as small as 1/2 “, much the same as we do with carbide these days. I have several of both at work. The drills of this type were much more popular in the larger sizes; I have some up to about 3 ¼. I do recall seeing some as small as 1 ½ .
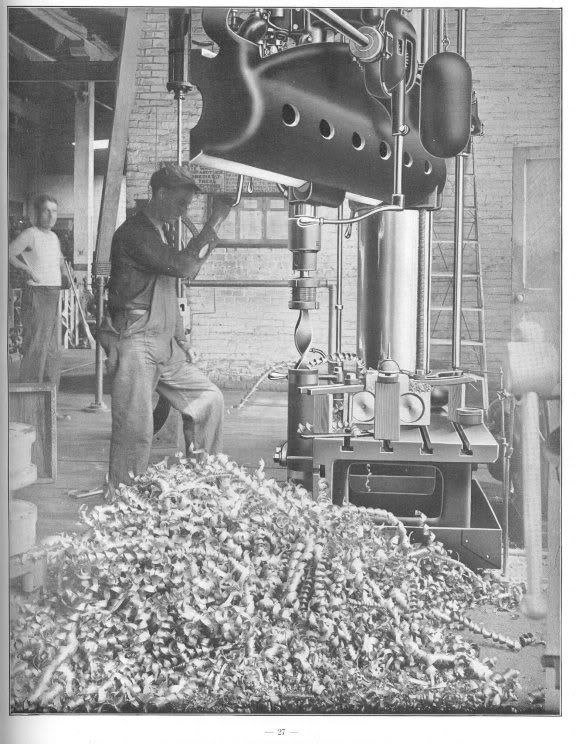
The old lathe pictured is similar to some that I have run, and it is always surprising to see the kind of cut they can take. The older machines are geared to what would be considered ultra slow spindle speeds compared to a modern machine. This was done to take full advantage of the hogging capability of HSS, and I suppose originally plain tool steels. In other words a HSS tool bit won’t take a 0.06 cut at 200 FPM with any feed rate for very long, but it will take a 0.75 cut at 80 FPM with a 0.090 feed all day long if the machine has the power.
I learned to rough like this when I started out from a real old school fellow. There are a few tricks. The first of which is to use a square ended tool bit, and cut with the end of it. The tool holder of the Armstrong type using a regular tool post is set as close to the axis of the shaft as possible. This allows the thrust of the cut to be in line with the holder. If you try to cut like this with a holder perpendicular to the shaft and a side cutting tool the holder will twist in the post every time. The other reason for using a square ended tool is that they are easy to sharpen with minimal grinding. The depth of cut should be all of the tool bit width, minus a touch. The speed is right when the chip is a deep blue/purple color. Then you just keep stepping up the feed until the machine just about stalls, or the tool breaks, then back it off a little. The idea is to maximize the depth of cut, because the tool life is affected minimally by it. You control the amount of power required with the feed. It is better to take 2X the cut at ½ the feed, as you will have to stop cutting less to set another cut. It is not a good idea to have your face over the top of the tool; as if it breaks it will hit the ceiling. Once you get the cut going right, you get over to the grinder and sharpen another tool for the next cut. You need to stick the tool bit out of the holder far enough that the chip clears the tool holder. If you do not clear the chip it will quickly wear a slot in the holder, eventually ruining it. It also is surprising at how dull the tool can get and still cut. Sometimes the tool would have a 1/16 radius on the cutting edge at the end of a long pass that was still cutting fine.
The chips are the fun part. First of all they are plenty hot and heavy enough to burn a hole in the sole of your boot. They are also sharp and, more often than not, very ragged on the edges, which make them ideal for snagging clothing and skin. Because the chips are so thick, and must not be allowed to break on the edge of the holder, they get pretty long unless you break them manually. On a smaller lathe you simply whack the curl with the back of your 12” crescent wrench, breaking them every 6-12 inches or so. On a big lathe you let the chip run to the floor, and break it with a 20 lb sledge by dropping it vertically from a foot of the ground every 3 feet. This length makes them easy to pick up after they have cooled of some. With this slow and heavy hogging you end up with a fair amount of time on your hands. Time to break the shop record for length. The chip is turning as it lengthens, so it you want a long one, you must set weights on the floor to keep it from rolling and eventually binding and breaking. I had a 40 footer once, but have heard stories about running a chip all the way down the street!
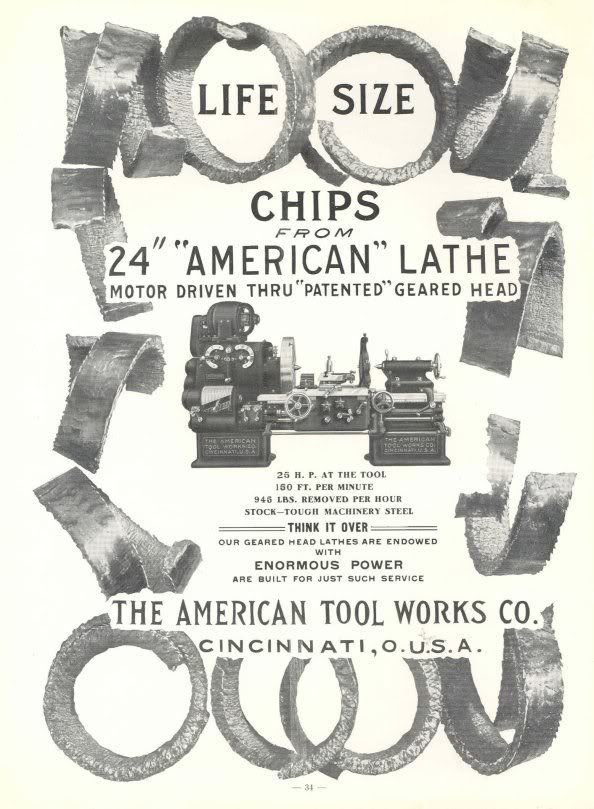
I don’t get to cut like that much anymore, with modern carbides being the norm these days. Once in a while the opportunity arises where it is called for. The chip in the picture came off of a Niles 56 x 360 lathe, in which we were roughing a shaft for an old hydro-electric plant. The lathe in the picture is obviously not where the chip came from, and unfortunately I don’t have an “in action “ pic, but it gives an idea of scale. The shaft was 10” dia. 4140HT, about 20’ long. There was a considerable amount of material to come off, and that was the only lathe it would fit into. The machine was probably built in the 30’s, so that means no speed for carbide. It is fun to listen to the gearing in the headstock tighten up and groan as the tool starts to cut.

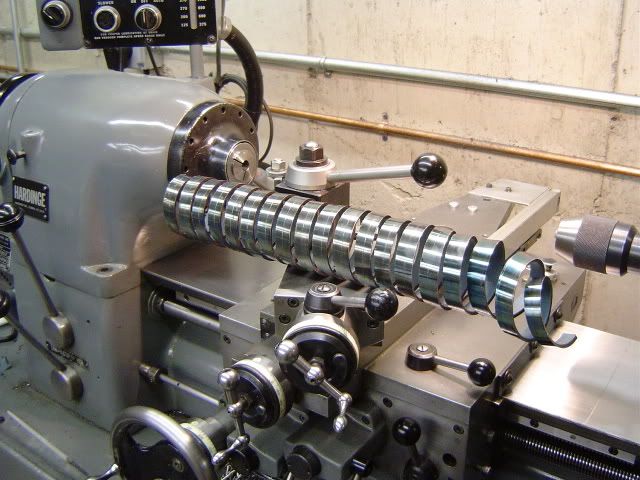
 My old American shaper has those same star shaped knobs.
My old American shaper has those same star shaped knobs.