Hi All,
Was hoping for some sage advice from the gear cutting cognoscenti who haunt this forum")
My old circa 1900 GA Gray planer has a toothed rack that the vertical feed advance uses. While cleaning, I recently noticed a section of the rack was notched out and replaced with a new section with very roughly cut teeth. It works as is, but up a ways where joined, the teeth don't mesh well. So was wanting to source a piece of gray or ductile iron bar and cut a new replacement rack sometime in the future.
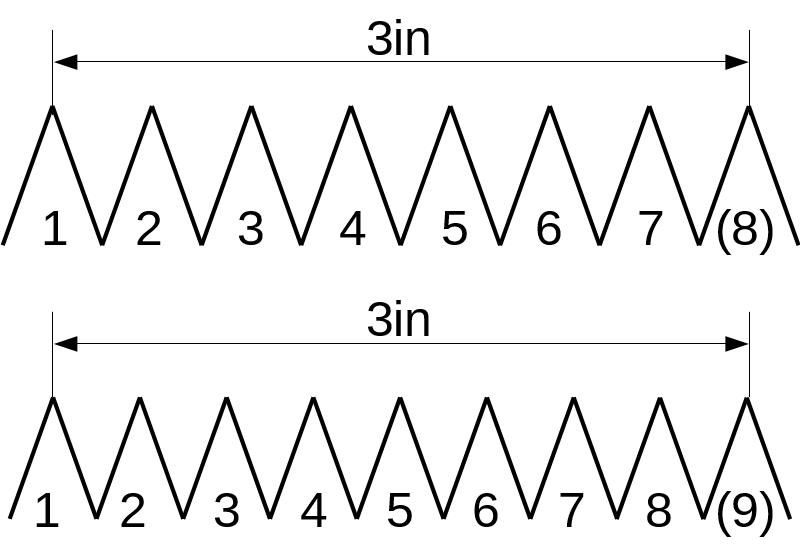
I measured the original teeth on the rack and 8 teeth span exactly 3 inches... so that would make this a 3/8 circular pitch... or pi/CP = 8.3776 diametral pitch... an oddball to find an involute cutter for I suspect? Anyone have one in their involute cutter collection?
So was wondering if any such involute cutters were made for this 3/8 circular pitch? I lack old cutter reference catalogs to search, but I do see 3/8 CP listed in the B&S rack cutting tables.
Planing and milling; a treatise on the use of planers, shapers, ... - Full View | HathiTrust Digital Library | HathiTrust Digital Library
... and similarly in the B&S "Practical Treatise on Milling and Milling Machines" for my No. 2 universal mills.
I'm thinking, worst case I use a "close" cutter ie. 14.5 PA No 1 8DP at less than full depth and come back for a finish pass with a shop made "ground to fit" fly-cutter.
Thoughts and comments?
Thanks again,
Jeff P
Was hoping for some sage advice from the gear cutting cognoscenti who haunt this forum
My old circa 1900 GA Gray planer has a toothed rack that the vertical feed advance uses. While cleaning, I recently noticed a section of the rack was notched out and replaced with a new section with very roughly cut teeth. It works as is, but up a ways where joined, the teeth don't mesh well. So was wanting to source a piece of gray or ductile iron bar and cut a new replacement rack sometime in the future.
I measured the original teeth on the rack and 8 teeth span exactly 3 inches... so that would make this a 3/8 circular pitch... or pi/CP = 8.3776 diametral pitch... an oddball to find an involute cutter for I suspect? Anyone have one in their involute cutter collection?
So was wondering if any such involute cutters were made for this 3/8 circular pitch? I lack old cutter reference catalogs to search, but I do see 3/8 CP listed in the B&S rack cutting tables.
Planing and milling; a treatise on the use of planers, shapers, ... - Full View | HathiTrust Digital Library | HathiTrust Digital Library
... and similarly in the B&S "Practical Treatise on Milling and Milling Machines" for my No. 2 universal mills.
I'm thinking, worst case I use a "close" cutter ie. 14.5 PA No 1 8DP at less than full depth and come back for a finish pass with a shop made "ground to fit" fly-cutter.
Thoughts and comments?
Thanks again,
Jeff P