Christopher
Aluminum
- Joined
- Jun 3, 2006
- Location
- Gainesville, Georgia
Good afternoon.
I have a customer down, (And can take until Tuesday to get the part, so it is not as bad as it could be) and the workpiece will only fit our old Hendey. (Ok, the Bridgeford is not functional yet, but my wife is here teasing me about it)The problem is that I have not taken the time to test its threading capabilities. AFter setting up some sacrificial bar of the correct size, I attempted to scratch my dye marks for pitch verification. Here lies the problem: The half nut lever is lifted to engage. It will not lift, and therefore close the half-nut, because the lockout is engaged. I went through the manual, (Thank you James) and it does not describe this well enough to diagnose. During an archive search of the PM site I found a picture of a "similar" apron that another member posted, but it was for a different issue. Below I have posted a picture of the Apron on our machine (26" gear head Hendey circa 1937), and below that is a picture of a similar apron on a different model Hendey (Thanks Rob)

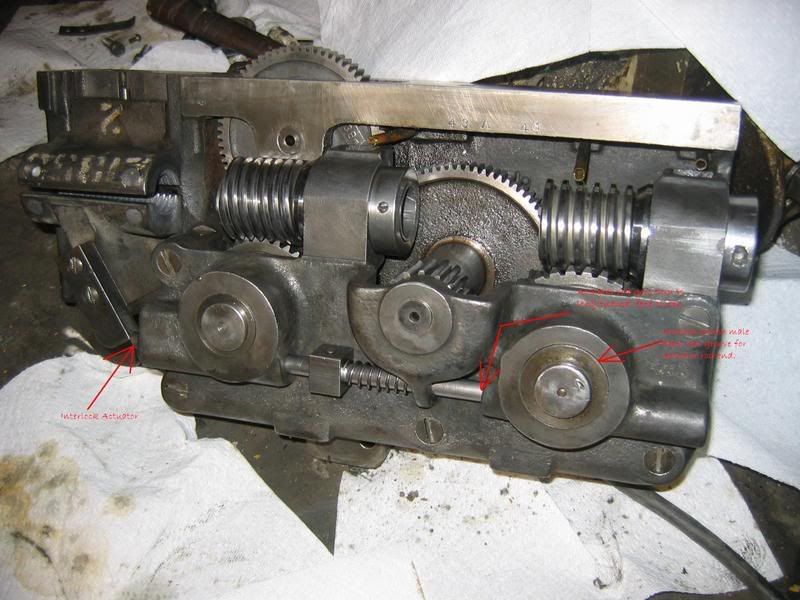
When I reach around the apron, (hold the laghter) I can feel the lockout rod, and it is indeed in position to block the closure of the nut. I am aware of its function, and can be certain that the friction clutches for feed are disengaged. I even loosened up their adjustment further for good measure. Additionally, the lead screw and half nuts are clean. This is likely a lockout issue, but I cannot get the rod to retract. I am ready to lower the apron from the carriage if necessary, but I feel as though I have overlooked something simple. Any thoughts?
I have a customer down, (And can take until Tuesday to get the part, so it is not as bad as it could be) and the workpiece will only fit our old Hendey. (Ok, the Bridgeford is not functional yet, but my wife is here teasing me about it)The problem is that I have not taken the time to test its threading capabilities. AFter setting up some sacrificial bar of the correct size, I attempted to scratch my dye marks for pitch verification. Here lies the problem: The half nut lever is lifted to engage. It will not lift, and therefore close the half-nut, because the lockout is engaged. I went through the manual, (Thank you James) and it does not describe this well enough to diagnose. During an archive search of the PM site I found a picture of a "similar" apron that another member posted, but it was for a different issue. Below I have posted a picture of the Apron on our machine (26" gear head Hendey circa 1937), and below that is a picture of a similar apron on a different model Hendey (Thanks Rob)
When I reach around the apron, (hold the laghter) I can feel the lockout rod, and it is indeed in position to block the closure of the nut. I am aware of its function, and can be certain that the friction clutches for feed are disengaged. I even loosened up their adjustment further for good measure. Additionally, the lead screw and half nuts are clean. This is likely a lockout issue, but I cannot get the rod to retract. I am ready to lower the apron from the carriage if necessary, but I feel as though I have overlooked something simple. Any thoughts?


