John in CA
Hot Rolled
- Joined
- Aug 18, 2007
- Location
- Bakersfield, CA
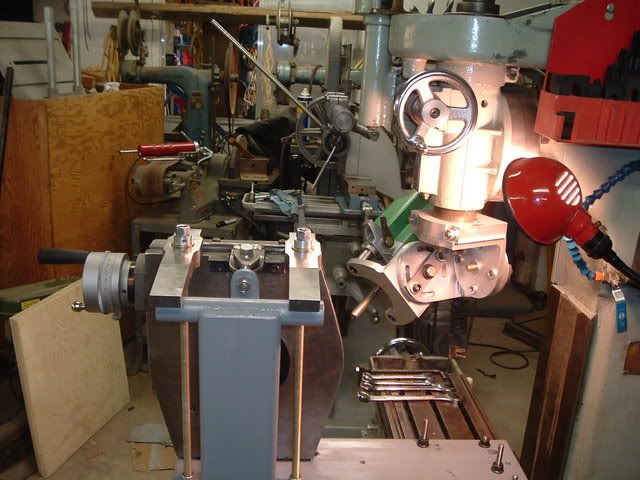
Through a series of fortunate coincidences, two weeks ago I came into posession of a Model 40 Index milling machine. The mill had suffered at least a decade of neglect, but the price was right (free!, "If you can fix it, you can have it" were the previous owners words), and it appeared worth taking on the challenge of restoring it.
The ways, table, and dials were largely covered in rust and there were a few items that, according to my research, came stock with the mill but are now missing. These would include the linear vernier scales for the X and Y axes and the X axis table stops.
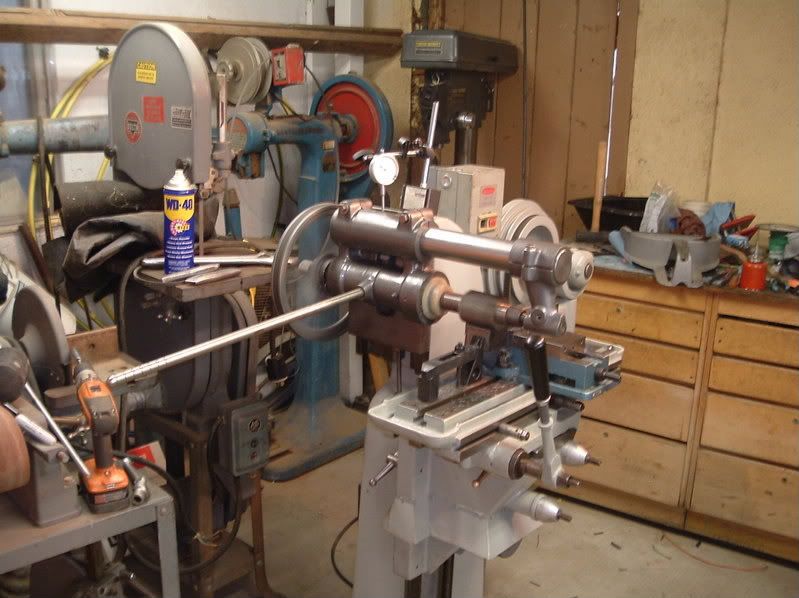
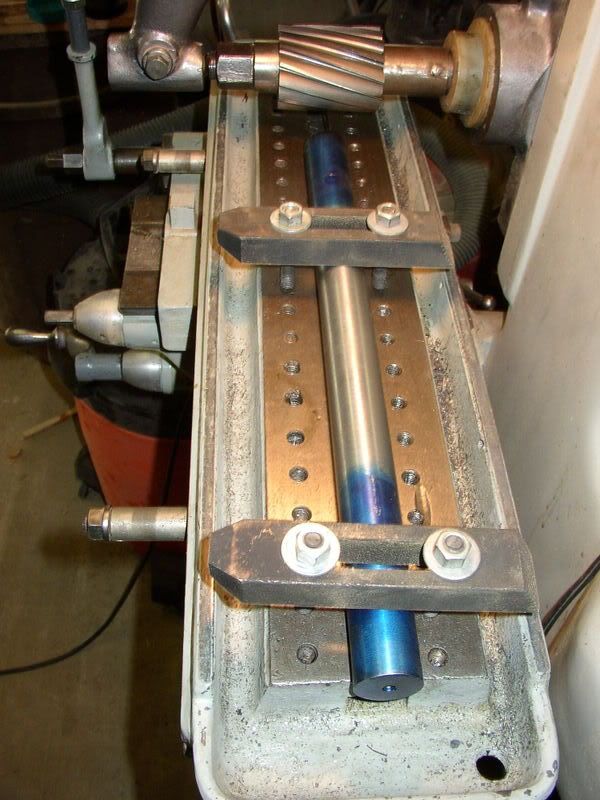
At this point I have removed the rust from the table and ways, down to some small areas of discoloration and I am hesitant to keep scrubbing to remove those as I don't want to further alter the geometry of the way surfaces. The factory scraping marks are completely gone and the rust removal has revealed two light gouges on one of the Y axis ways.
At this point, with the bearing surfaces of the ways clean , all the moving parts oiled, and the gibs adjusted, I believe my next set of tasks should be as follows:
1. Take indicator readings of the top surface of the table along the X and Y travels to determine whehter any unnacceptable wear exists along the ways surfaces.
2. Check the spindle bore for runout.
3. Check the Z axis and wormgear-fed quill positioning accuracies.
Is there anything elser I should do first before tackling these, or anything I might have missed? The spindle bearings on this machine, from the sound of them, seem to be in acceptable condition, though I would not hesitate to replace them with angular contact bearings as I have a good friend and mentor who knows how and could walk me through the process.
This will be my first experience restoring a machine tool, and I believe there's hope for the machine. At the very least I should have a good learning experience and an excellent drill press by the time I'm done, though I think I should be able to get it to the point of sufficient accuracy to do some light milling. By most accounts, these are quite rigid machines for their size due to the single casting columns. Add to that the fact that Wells-Index still carries parts for them and I'm very excited about my chances for getting her working again at the level of a home shop/light prorotyping mill. Any thoughts or accounts of your experience with this type of project wouldbe greatly appreciated.
John
The ways, table, and dials were largely covered in rust and there were a few items that, according to my research, came stock with the mill but are now missing. These would include the linear vernier scales for the X and Y axes and the X axis table stops.
At this point I have removed the rust from the table and ways, down to some small areas of discoloration and I am hesitant to keep scrubbing to remove those as I don't want to further alter the geometry of the way surfaces. The factory scraping marks are completely gone and the rust removal has revealed two light gouges on one of the Y axis ways.
At this point, with the bearing surfaces of the ways clean , all the moving parts oiled, and the gibs adjusted, I believe my next set of tasks should be as follows:
1. Take indicator readings of the top surface of the table along the X and Y travels to determine whehter any unnacceptable wear exists along the ways surfaces.
2. Check the spindle bore for runout.
3. Check the Z axis and wormgear-fed quill positioning accuracies.
Is there anything elser I should do first before tackling these, or anything I might have missed? The spindle bearings on this machine, from the sound of them, seem to be in acceptable condition, though I would not hesitate to replace them with angular contact bearings as I have a good friend and mentor who knows how and could walk me through the process.
This will be my first experience restoring a machine tool, and I believe there's hope for the machine. At the very least I should have a good learning experience and an excellent drill press by the time I'm done, though I think I should be able to get it to the point of sufficient accuracy to do some light milling. By most accounts, these are quite rigid machines for their size due to the single casting columns. Add to that the fact that Wells-Index still carries parts for them and I'm very excited about my chances for getting her working again at the level of a home shop/light prorotyping mill. Any thoughts or accounts of your experience with this type of project wouldbe greatly appreciated.
John








")