Rankine Cycle
Plastic
- Joined
- Sep 3, 2012
- Location
- Pittsburgh PA
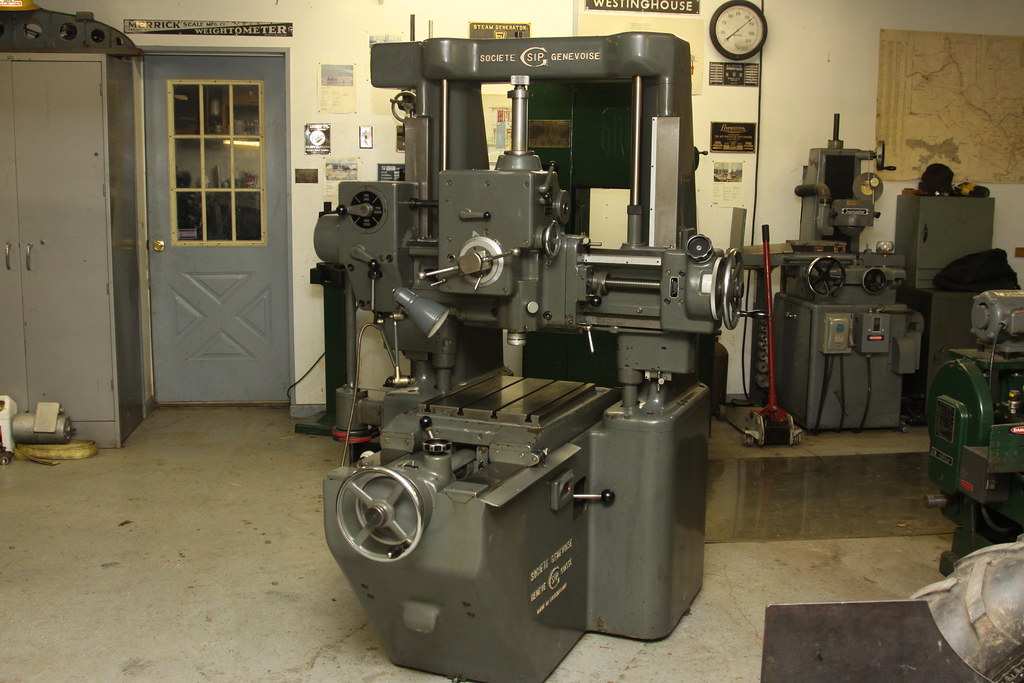
OK, so although I have heard on here that Jig Borers are essentially being given away because they are so obsolete and useless... Well, I never found one for free.... So while some may say I spent $3,000 I didnt have to, I am now the proud owner of a magnificent Societe Genovise d'instruments Physics MP-3K jig borer. The attention to detail with which this machine was engineered and built takes my breath away. Craftsmanship meets artwork, meets no regard for how much it costs..... Wow.... What an incredible piece of machinery.
This machine saw very very little use. The ways still look amazing, the backlash is absolutely non-existant, even with the backlash snugging levers, totally disengaged. The handwheels have a feel..... really, I have no way of quite explaining... absolute glass..... Just an amazing machine made by an amazing company....
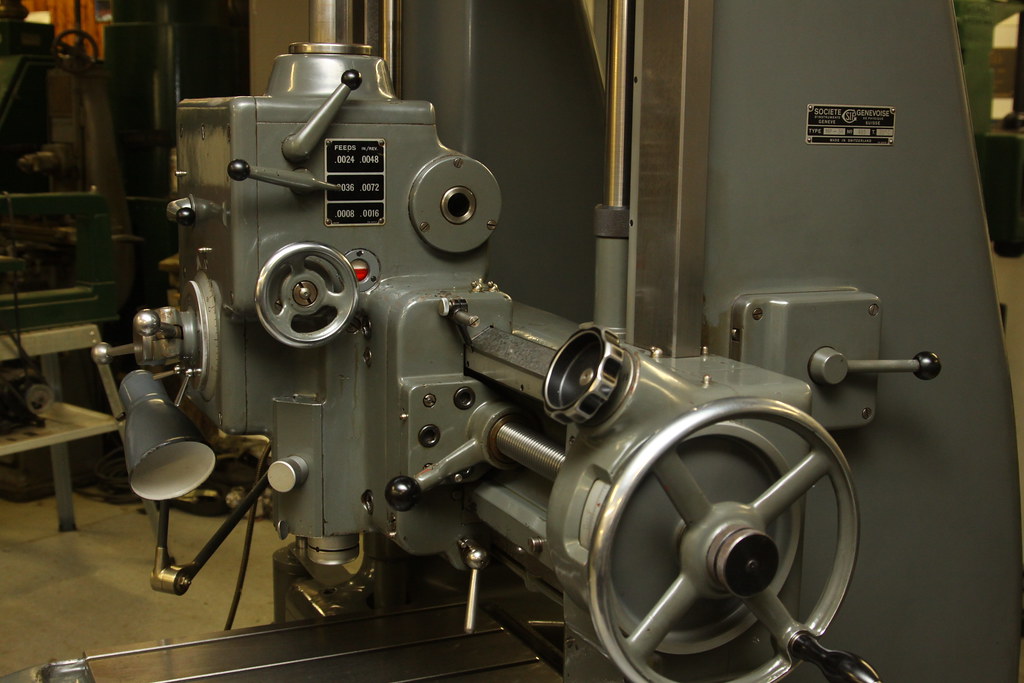
So, what I would like to find out, is first of all, what year my little lady was built. She wears serial number 485. I gather that is a pretty early model, and I notice that she lacks some of the changes I see in newer models, like the 'window' in the gear shift lever so you can see the numbers behind the lever....
I would also love some additional information on the company, SIP. I have the info from lathes.uk, but was wondering if anyone has old factory pictures of machines at their works, advertising material etc....
I do have the owners/operators manual, but would love to get a shop manual for it, or even some exploded views of the guts of this divine little girl...
Below are some pics of her safe and sound in my home shop... Any help members could give me regarding info on it would be most appreciated.
Kevin

IMG_8804 by Zinopower, on Flickr
IMG_8805 by Zinopower, on Flickr
IMG_8808 by Zinopower, on Flickr
IMG_8811 by Zinopower, on Flickr
IMG_8814 by Zinopower, on Flickr

IMG_8829 by Zinopower, on Flickr
This machine saw very very little use. The ways still look amazing, the backlash is absolutely non-existant, even with the backlash snugging levers, totally disengaged. The handwheels have a feel..... really, I have no way of quite explaining... absolute glass..... Just an amazing machine made by an amazing company....
So, what I would like to find out, is first of all, what year my little lady was built. She wears serial number 485. I gather that is a pretty early model, and I notice that she lacks some of the changes I see in newer models, like the 'window' in the gear shift lever so you can see the numbers behind the lever....
I would also love some additional information on the company, SIP. I have the info from lathes.uk, but was wondering if anyone has old factory pictures of machines at their works, advertising material etc....
I do have the owners/operators manual, but would love to get a shop manual for it, or even some exploded views of the guts of this divine little girl...
Below are some pics of her safe and sound in my home shop... Any help members could give me regarding info on it would be most appreciated.
Kevin
IMG_8804 by Zinopower, on Flickr
IMG_8805 by Zinopower, on Flickr
IMG_8808 by Zinopower, on Flickr
IMG_8811 by Zinopower, on Flickr
IMG_8814 by Zinopower, on Flickr
IMG_8829 by Zinopower, on Flickr
")

