spaeth
Hot Rolled
- Joined
- Jan 28, 2008
- Location
- emporium pa
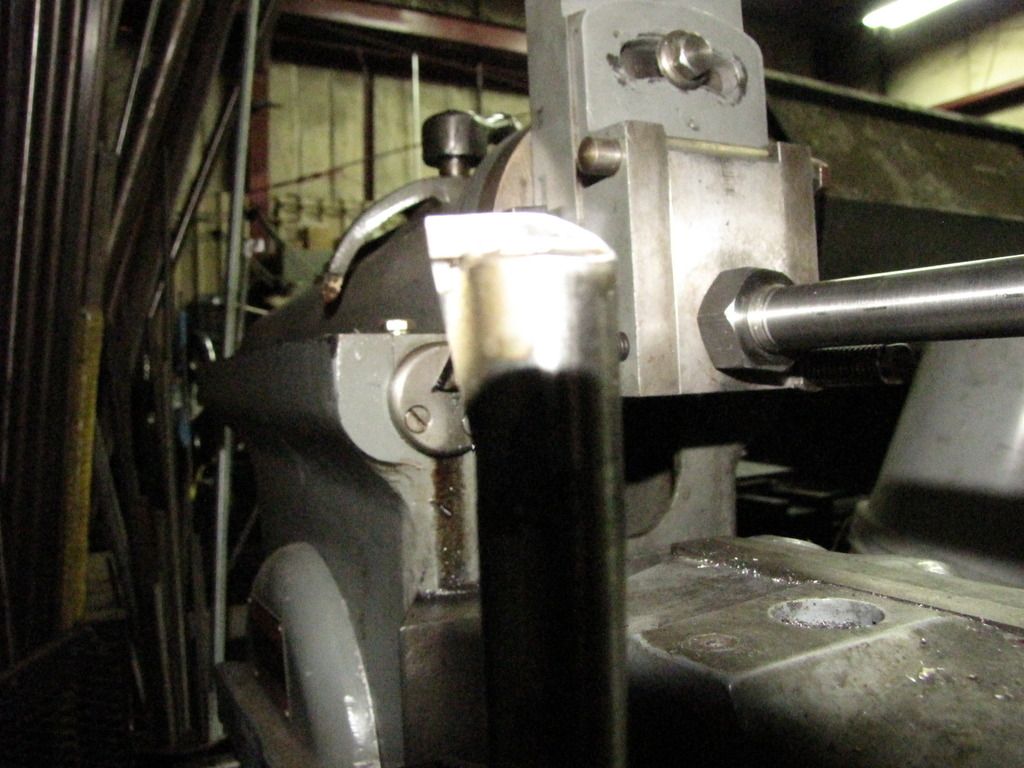
Here are a couple pics of an early Logan 7"
Shaper earning it's keep. Cutting 3/16" Internal
Key x 1-1/8" deep in a 5/8" diameter Blind Hole.
I made a solid block tool holder for rigidity and
removed the standard clapper. The block bolted on
using the original holes. Then Silver Soldered a
carbide blank into a slot cut in a 5/8" dia bar
that was turned down to 7/16" a ways back. After
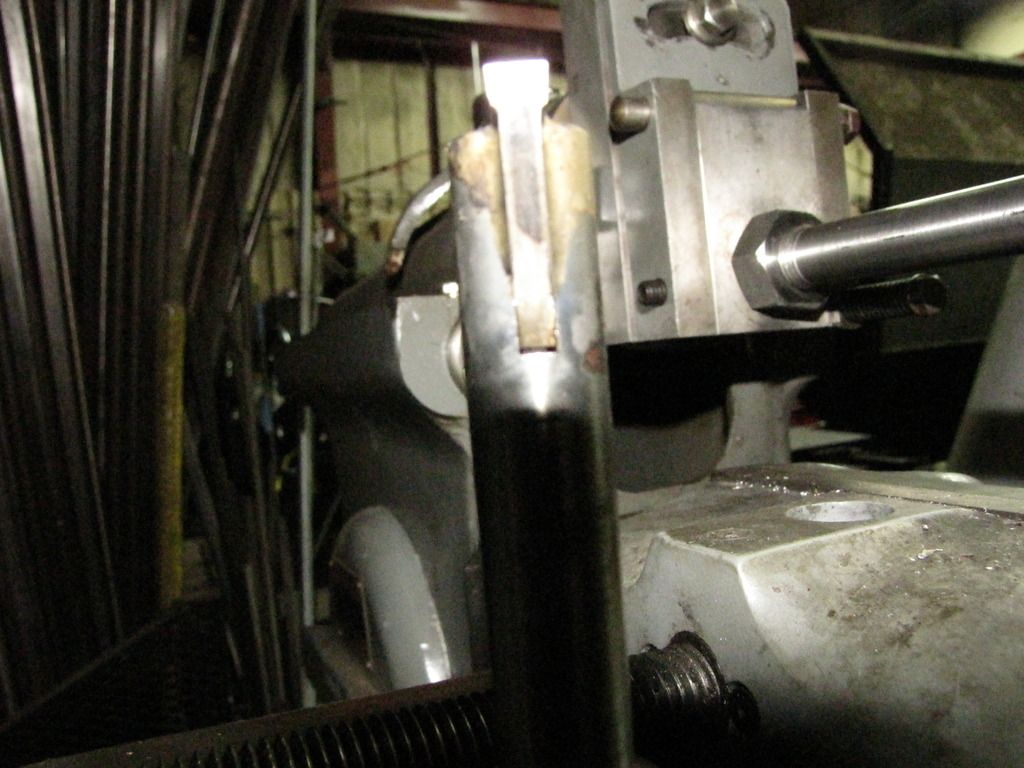
grinding the the tool form using a surface grinder
then clamp the part, set the stroke, locate center
and dab on a bit of cutting oil. I had two parts
to do and they both came out very nice. I did
undercut the bottom of the hole so the tool did not
chip at the end of the stroke. I advanced the tool
about .001 per stroke and allowed it to make a few
free passes when needed.
Old School for sure but satisfaction was had and
a profit was made.
spaeth
Shaper earning it's keep. Cutting 3/16" Internal
Key x 1-1/8" deep in a 5/8" diameter Blind Hole.
I made a solid block tool holder for rigidity and
removed the standard clapper. The block bolted on
using the original holes. Then Silver Soldered a
carbide blank into a slot cut in a 5/8" dia bar
that was turned down to 7/16" a ways back. After
grinding the the tool form using a surface grinder
then clamp the part, set the stroke, locate center
and dab on a bit of cutting oil. I had two parts
to do and they both came out very nice. I did
undercut the bottom of the hole so the tool did not
chip at the end of the stroke. I advanced the tool
about .001 per stroke and allowed it to make a few
free passes when needed.
Old School for sure but satisfaction was had and
a profit was made.
spaeth