How much time to make that nice clamp?
Interesting question, not just for that clamp but for many 'old' tools, machines, clocks, jewellery etc etc
I have an idea that those guys had more hand skills than we do today, they were good with hammer and anvil, chisel and file - practised and able to make quick work of what we struggle with today.
Also, accounts I have read of large steam engine building suggest that the time taken was not the most important thing - the job had to be done right.
One story I read was about fitting some large countersunk screws in a mill engine - the screwdriver slots all had to be in line when the screws were tight!
This is probably a bad example, as most of the care that was taken was of a more practical nature - whatever it took to make a 1000-2000hp engine run night and day for maybe 50 years, and never, if possible (being the only power source) let the mill down.
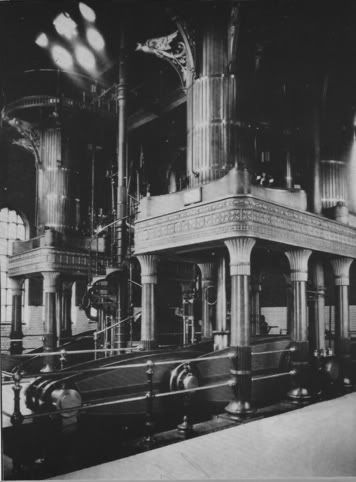
Another similar aspect that fascinates me is the embellishment given to many 19th century steam engines. In particular, many municipal water or sewage pumping stations were lavishly decorated - both the buildings and the engines - they were objects of great civic pride - and yet, you can bet they were not open for the public to ever see. So why did they do it? I think maybe there was a different idea as to what was important that we can't understand today.
I am glad that as an apprentice I was allowed to learn to make things right, no matter how long it took. That is one reason why we were paid almost nothing to begin with, and then slowly were paid more over the next 4 years. Speed came later, but doing it right was the foundation (in toolmaking, anyway)
Here is a photo of one of those decorated engines, a differential compound engine by James Watt , 1885, eagles and flutes, ornate covers over bolts.