bradjacob
Titanium
- Joined
- Nov 18, 2008
- Location
- Easton, PA
Guys - I'm creating this thread because I'm still experiencing some frustration with this machine.
1. I only get batches of 10, 20, 30, 50, pieces. It will never be (more) that that, only those small batches.
-- Was it the right choice to get this machine?
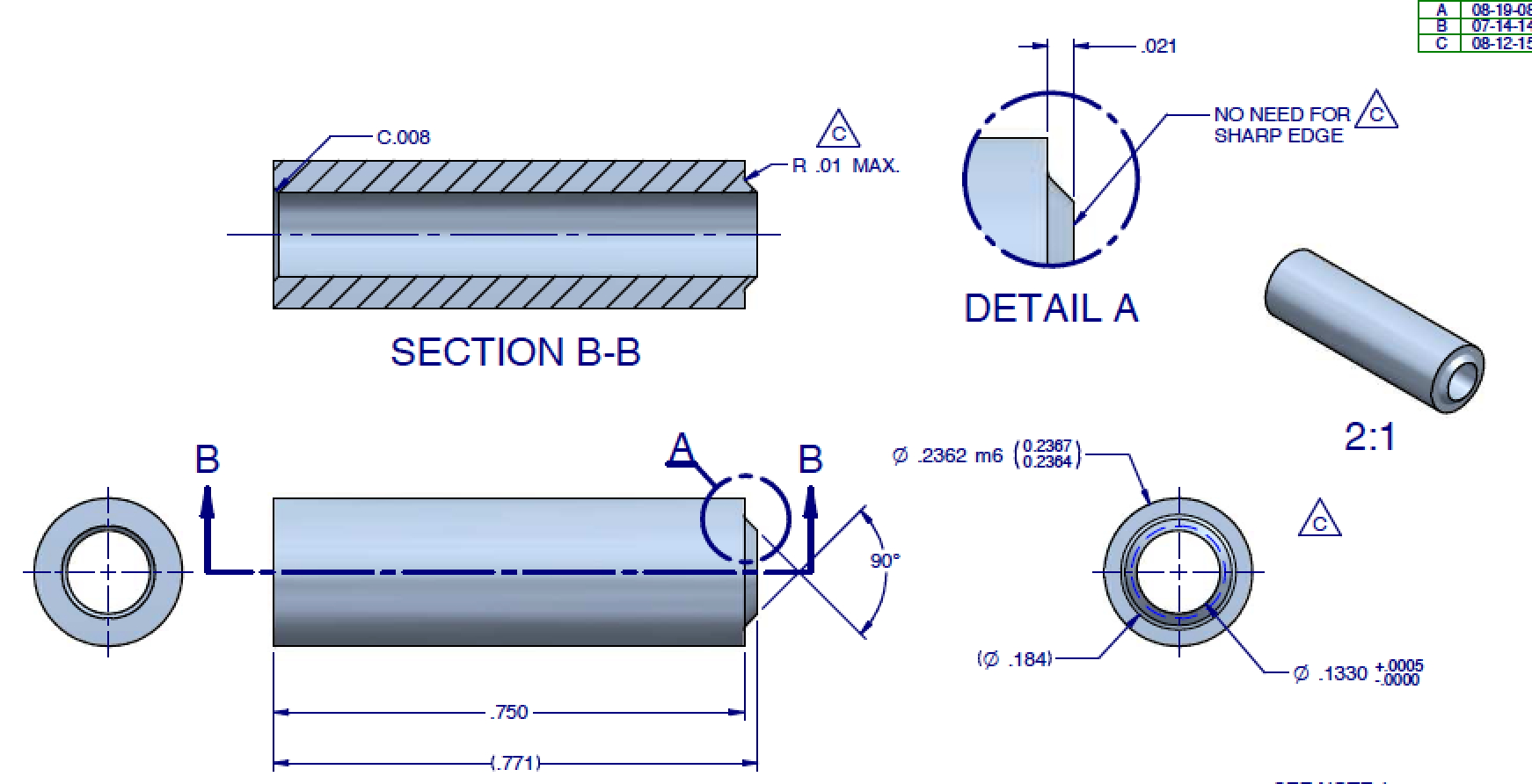
2. Am I unrealistic to think that I can achieve (and hold) a .0004 tolerance on this .236 (stainless-316L) stock, with this machine?
3. What would be the "best" shouldering tool that's easy to work with - are there any modern options?
4. Tool-lengths. Is there some "proper" method of which tool to begin with? Do you start with the part off tool, the center drill, or some method of where to begin?
5. Can someone tell me if (at the very least) my "Approach" is correct in terms of the drawing below:
A. Center drill, drill, ream
B. Turn shoulder (with the Hardinge tool that has 2-tenths increments)
C. Use the ground-tool that will create the nose-angle (this is the part-off operation).
D. Use a face tool to size the final length
E. Repeat (a whopping 9 more times)
1. I only get batches of 10, 20, 30, 50, pieces. It will never be (more) that that, only those small batches.
-- Was it the right choice to get this machine?
2. Am I unrealistic to think that I can achieve (and hold) a .0004 tolerance on this .236 (stainless-316L) stock, with this machine?
3. What would be the "best" shouldering tool that's easy to work with - are there any modern options?
4. Tool-lengths. Is there some "proper" method of which tool to begin with? Do you start with the part off tool, the center drill, or some method of where to begin?
5. Can someone tell me if (at the very least) my "Approach" is correct in terms of the drawing below:
A. Center drill, drill, ream
B. Turn shoulder (with the Hardinge tool that has 2-tenths increments)
C. Use the ground-tool that will create the nose-angle (this is the part-off operation).
D. Use a face tool to size the final length
E. Repeat (a whopping 9 more times)