bradjacob
Titanium
- Joined
- Nov 18, 2008
- Location
- Easton, PA
I've tried setting up my first job on my DSM59.
Everything was going pretty good until I tried to turn some diameter off the piece. The amount is .200, so I decided to take it off in three ops of .030 per cut.
I was getting some bad results and then it dawned on me that the cutter is NOT on center. Looking at the tools, why in the hell, do they have the setscrews on the top, pushing the tool AWAY from center??
It's been 3 nights now and I've nowhere. In fact, I've gone in reverse and the jobs are stacked up - so my level of anxiety is getting bad.
I'm feeling resentful for buying this machine, although I know it's not the machine, but rather my inexperience. Needless to say, I'm very discouraged at the moment and hope someone can shed some light on what I'm doing wrong.

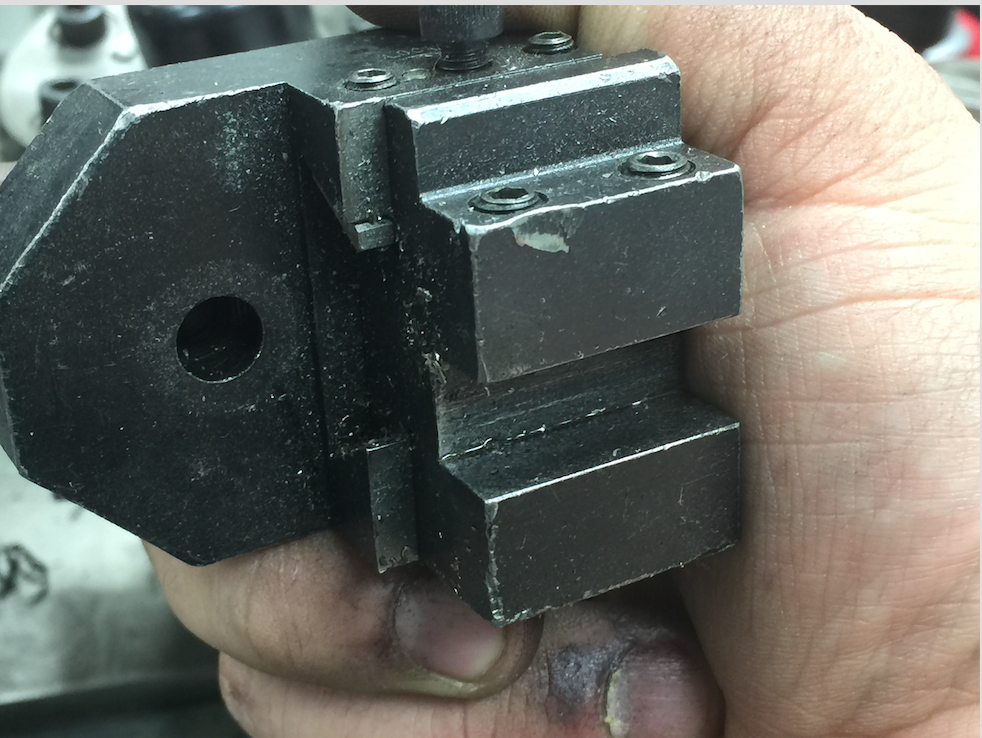
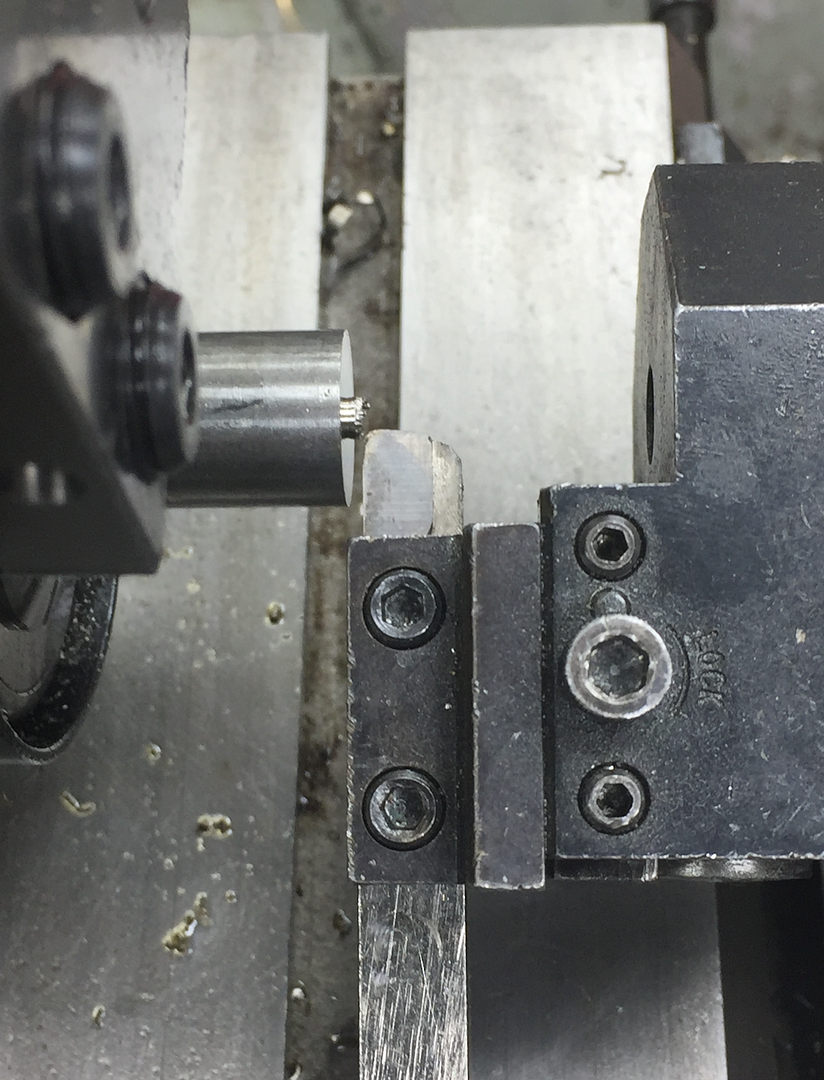
In this photo the set screws are on top and drive the tool down. WHY?
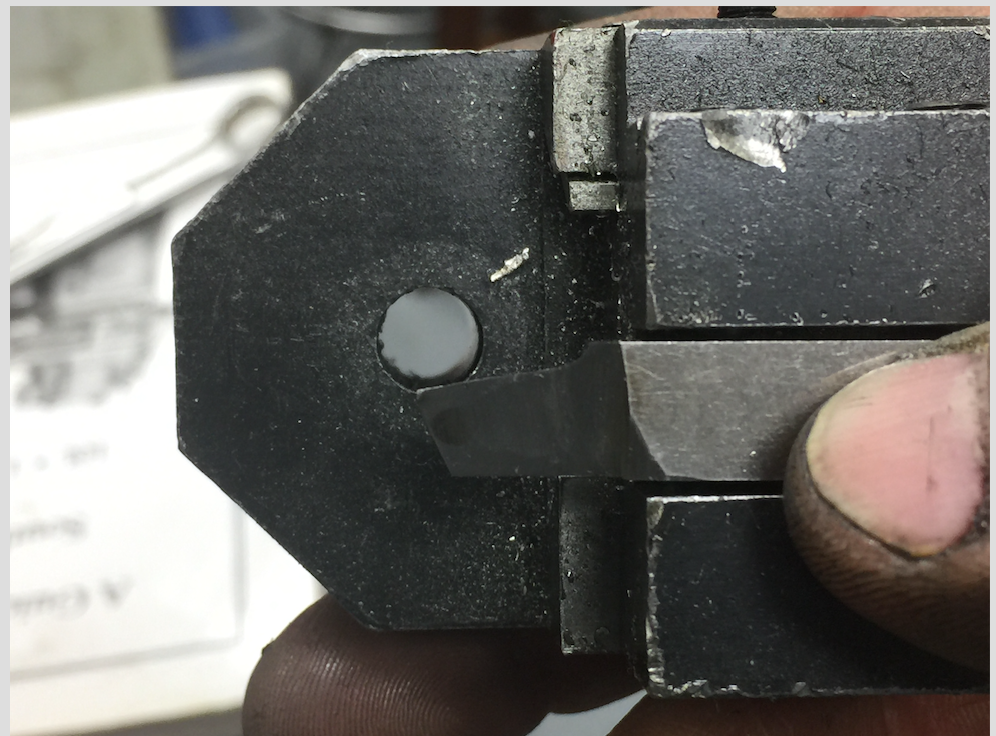
The top of the cutter-slot is on center. So any bits like this, with their edge being lower, can't be used? What if I wanted to use a tool who's cutting edge was not on plane with the tool-slot?
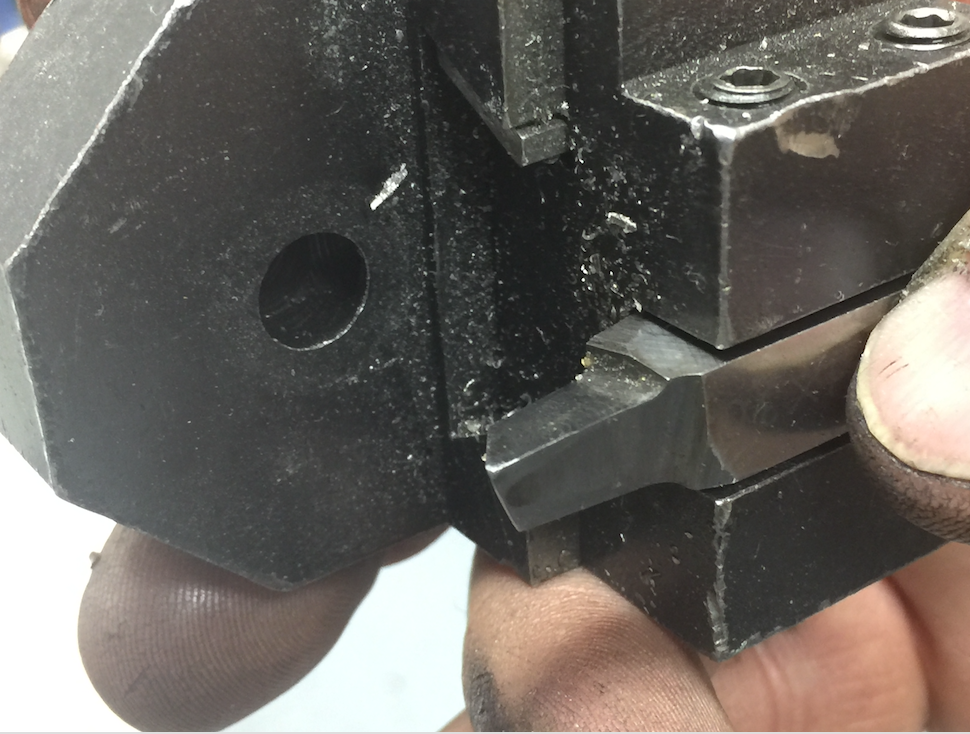
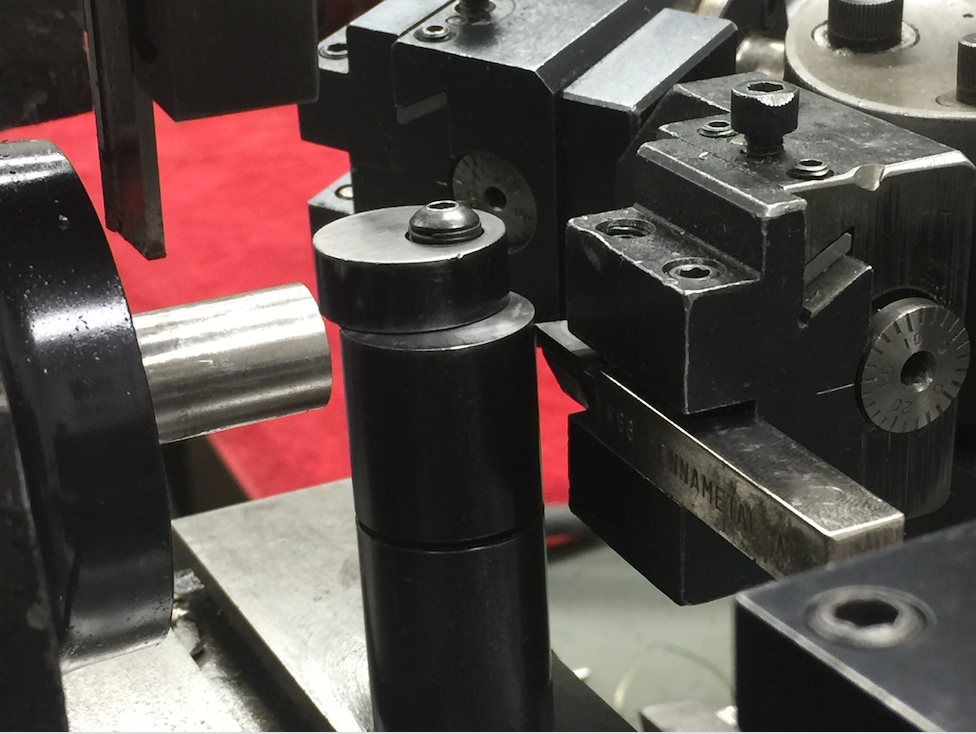
THIS tool, seems to allow for some movement to dial in the proper height:
This holder, keeps the cutter SO far towards the center that bringing it out will cause the adjustment screw to fall out before I get to my position. And notice the setscrew position - it demands that you use a cutter that has no dip before the cutting edge (like braised carbide)
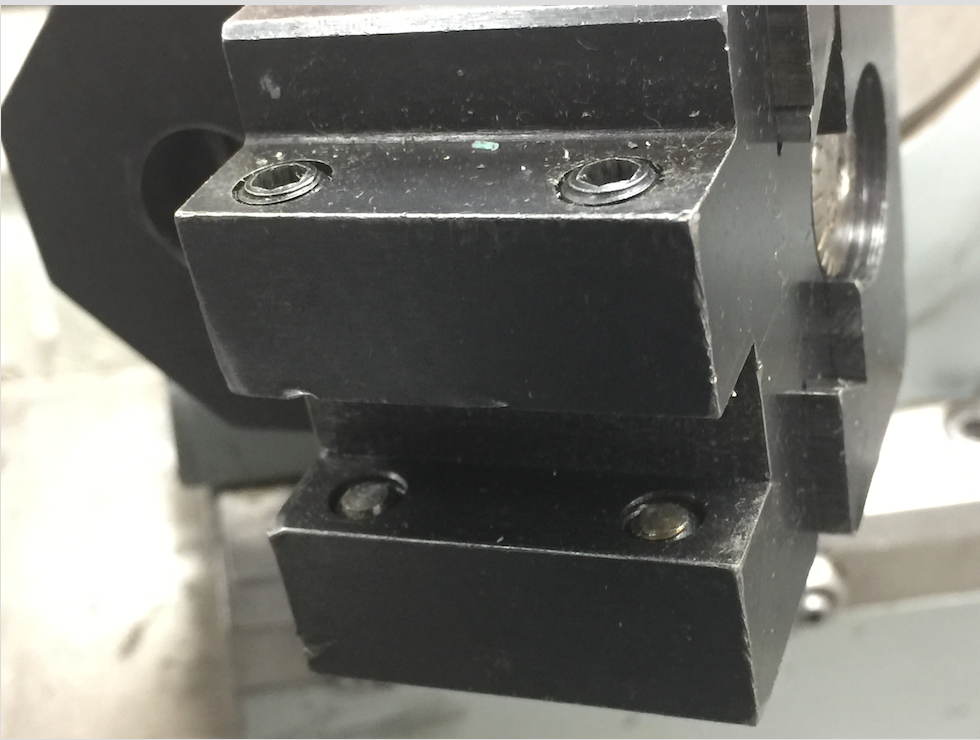
You can see the heights are pretty off:

Everything was going pretty good until I tried to turn some diameter off the piece. The amount is .200, so I decided to take it off in three ops of .030 per cut.
I was getting some bad results and then it dawned on me that the cutter is NOT on center. Looking at the tools, why in the hell, do they have the setscrews on the top, pushing the tool AWAY from center??
It's been 3 nights now and I've nowhere. In fact, I've gone in reverse and the jobs are stacked up - so my level of anxiety is getting bad.
I'm feeling resentful for buying this machine, although I know it's not the machine, but rather my inexperience. Needless to say, I'm very discouraged at the moment and hope someone can shed some light on what I'm doing wrong.
In this photo the set screws are on top and drive the tool down. WHY?
The top of the cutter-slot is on center. So any bits like this, with their edge being lower, can't be used? What if I wanted to use a tool who's cutting edge was not on plane with the tool-slot?
THIS tool, seems to allow for some movement to dial in the proper height:
This holder, keeps the cutter SO far towards the center that bringing it out will cause the adjustment screw to fall out before I get to my position. And notice the setscrew position - it demands that you use a cutter that has no dip before the cutting edge (like braised carbide)
You can see the heights are pretty off:














