misterwilling
Plastic
- Joined
- Jun 21, 2017
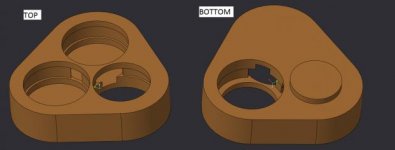
Hi guys, I have a part to build that is called out "300 SST as required" and requires "stress relief before final machining". I have attached a rough image of what the part looks like, but I can get in to too much detail about the part. As you can see in the image, the part has lots of material removal and some undercutting. The part also has close tolerance features, +.0009 -0 bores, .001 concentricity, +/-.001 depth of O-ring groove all the way around, .01 True position, ect.
The blank size is either 10" diameter x 2.5" long or 2.5"thk 8x9" plate. I believe the round bar would be our best best if we can find it, due to typically lower cost and less internal stresses than plate. Please let me know if I am thinking correctly on this.
I've already read through this post, http://www.practicalmachinist.com/vb/cnc-machining/premium-grades-304-ss-easiest-machine-245172/ which covers selecting easier to machine variants of 304, and I have also looked around for easier to machine variants of 303.
I've would like to choose 303 as my primary choice, due to it being easier to machine. In my experience though, 304 is more stable than 303. I'm wondering if building the part out of 304 might make it easier to hold all of our close tolerances. Do you think its worth also ordering some 304 material and test them side by side? It would be some expensive testing, but we are expected to build quite of few of these if the first run goes well. I'm also not familiar with the process for stress relieving SS. I'm currently reaching out to our heat treating company for guidance, but if anyone has insight into that process or how much material to leave for a final machining that would be great.
The blank size is either 10" diameter x 2.5" long or 2.5"thk 8x9" plate. I believe the round bar would be our best best if we can find it, due to typically lower cost and less internal stresses than plate. Please let me know if I am thinking correctly on this.
I've already read through this post, http://www.practicalmachinist.com/vb/cnc-machining/premium-grades-304-ss-easiest-machine-245172/ which covers selecting easier to machine variants of 304, and I have also looked around for easier to machine variants of 303.
I've would like to choose 303 as my primary choice, due to it being easier to machine. In my experience though, 304 is more stable than 303. I'm wondering if building the part out of 304 might make it easier to hold all of our close tolerances. Do you think its worth also ordering some 304 material and test them side by side? It would be some expensive testing, but we are expected to build quite of few of these if the first run goes well. I'm also not familiar with the process for stress relieving SS. I'm currently reaching out to our heat treating company for guidance, but if anyone has insight into that process or how much material to leave for a final machining that would be great.

")
") .
.