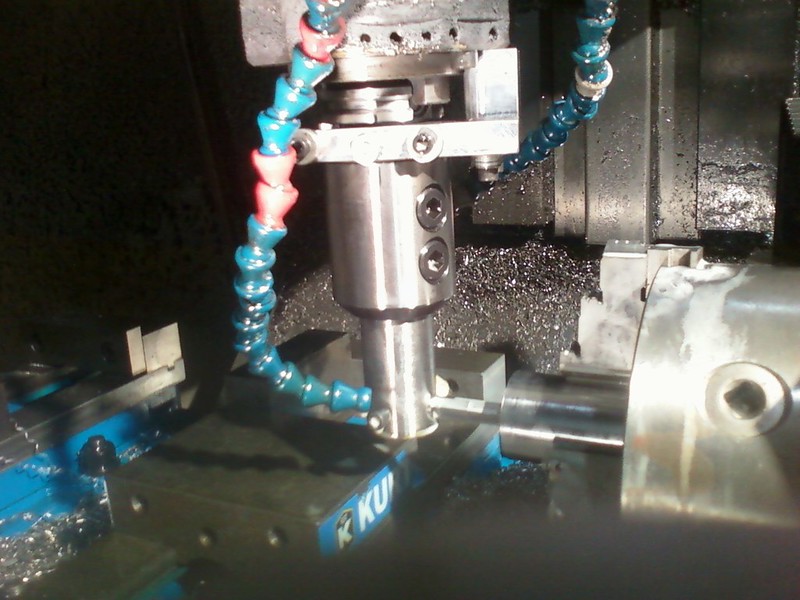
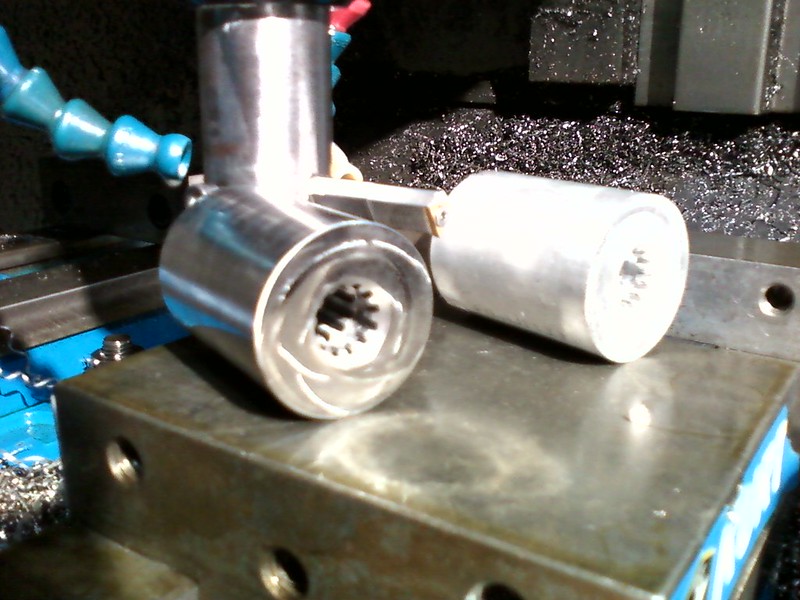
I made this on the lathe out of necessity. (Double angle 3 flute cutter for metric thread - Done some metric threads with it.)

Also was going to see how many people give me shit about it.
Does it work? Yes. magically.
Was it a bitch to make. Absolutely.
How did I cut the flutes? Dremel with mini abrasive disc.
Anyone make their own form tools like this out of necessity? This one was made out of a high tensile steel bolt. i tried to make another out of HSS earlier today, but I put a bit too much force on the turning tool and bent it,
yelled some obscenities, blamed the cat then came here. "Effing cat... always the cats fault... grumble..."
Be interested to see who else has made their own CNC tool for use in a pinch?
Also was going to see how many people give me shit about it.
Does it work? Yes. magically.
Was it a bitch to make. Absolutely.
How did I cut the flutes? Dremel with mini abrasive disc.
Anyone make their own form tools like this out of necessity? This one was made out of a high tensile steel bolt. i tried to make another out of HSS earlier today, but I put a bit too much force on the turning tool and bent it,
yelled some obscenities, blamed the cat then came here. "Effing cat... always the cats fault... grumble..."
Be interested to see who else has made their own CNC tool for use in a pinch?
")