I'm making some small parts (100+ pieces) and it's a returning job so making a fixture is worth it.
It's a 2 side op part.
First top, switch part over and machine bottom.
For the first op I use a fixture with some mitee-bite clamps.
Just like this:
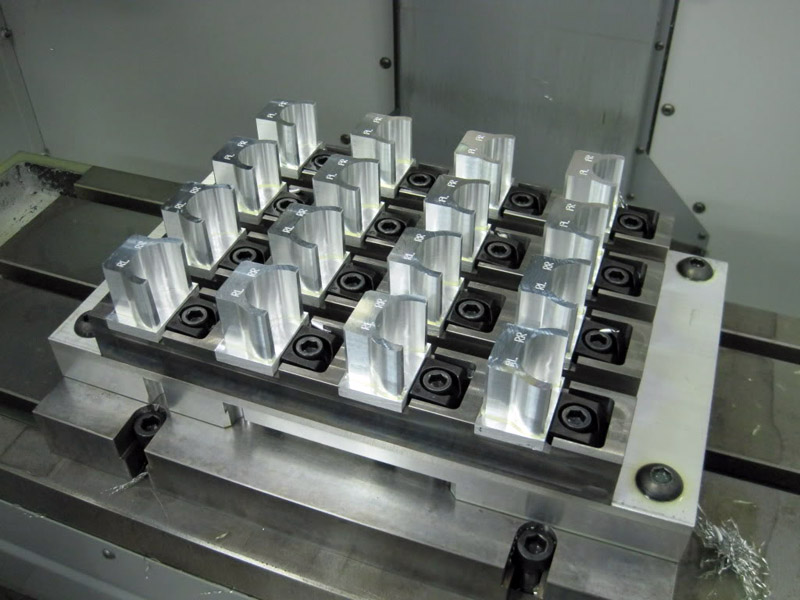
Before I leave work I fill the fixture and let the machine run while I'm gone.
But the bottom side of the part is a bit time consuming and I'm searching for some alternatives. At the moment I need to swap parts every 30 minutes.
It would be nice to let the machine run while I'm gone, just like the first operation.
The mitee-bite clamps I use for the first op will damage the part (because of the clamping pressure). That's a no go.
Some parts don't have a flat surface to clamp to.
A fixture with uniforce clamps could work if the stock (from the first op) or part doesn't sit above the bolt (of the clamp).
At the moment I use soft jaws in 4 vices. So I can make 4 parts each run.
I'm curious what you guys are using
It's a 2 side op part.
First top, switch part over and machine bottom.
For the first op I use a fixture with some mitee-bite clamps.
Just like this:
Before I leave work I fill the fixture and let the machine run while I'm gone.
But the bottom side of the part is a bit time consuming and I'm searching for some alternatives. At the moment I need to swap parts every 30 minutes.
It would be nice to let the machine run while I'm gone, just like the first operation.
The mitee-bite clamps I use for the first op will damage the part (because of the clamping pressure). That's a no go.
Some parts don't have a flat surface to clamp to.
A fixture with uniforce clamps could work if the stock (from the first op) or part doesn't sit above the bolt (of the clamp).
At the moment I use soft jaws in 4 vices. So I can make 4 parts each run.
I'm curious what you guys are using
")