If you mean that the tool drags on the ID as it comes out, change the point where you start to a smaller diameter.
I have some examples for this on my website:
www.doccnc.com
The typical Canned Cycles to make programming a lot easier:
G71 does turning-boring with very little info.
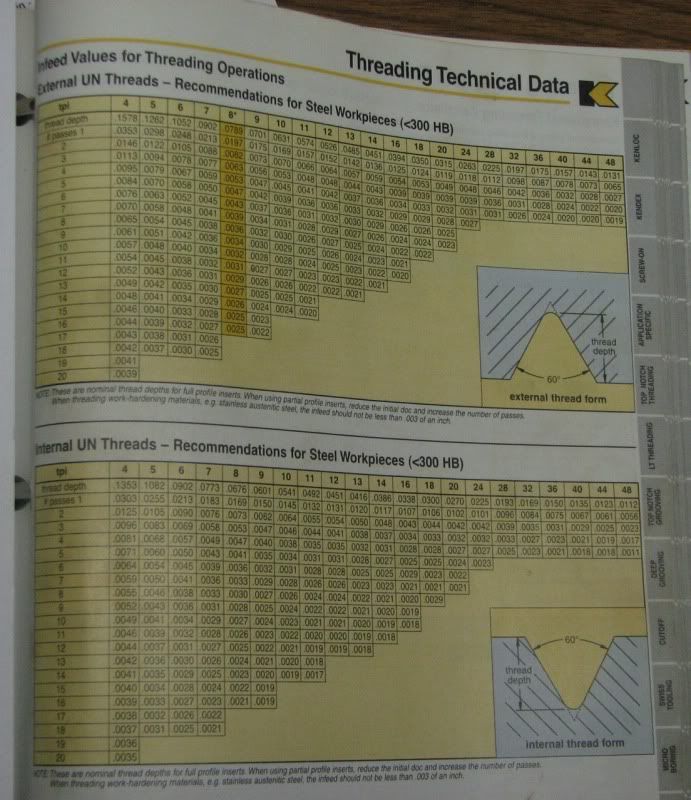
G76 cuts a thread, straight or tapered, also with very short, basic info.
Example: G76 Threading Cycle in 2 line format for OT and later controls.
2" diameter, 20 Threads per Inch, Mild Steel.
O2006*
N1 G50 S1500*
N2 T0101*
N3 G97 S700 M3*(Speed for threading, always in RPM)
N4 G0 X2.2 Z.2 M8*(Rapid to above part, .2" from face)
N5 G76 P021060 Q20 R5*(The first 2 digits in P represent the amount of finish passes, the next 2 are the pullout distance at the end of the threading motion, expressed in tenths of revolutions, the 60 is the angle of the tool)
N6 G76 X1.94 Z-1.0 P300(total thread depth) Q150(depth of first cut) F.05*
R if needed is the amount of taper over total distance in thread motion.
The P value is figured by taking the F-value times the constant of .6, once figured you also have the X value.( The actual value is P times .62 but its safer to use .6 as a constant and the correct the size by using an offset)
N7 G0 X6.0 Z6.0 M9*
N8 M30*
Good luck: Heinz.