Nihal Murthy
Plastic
- Joined
- Jul 17, 2006
- Location
- Berkeley, CA
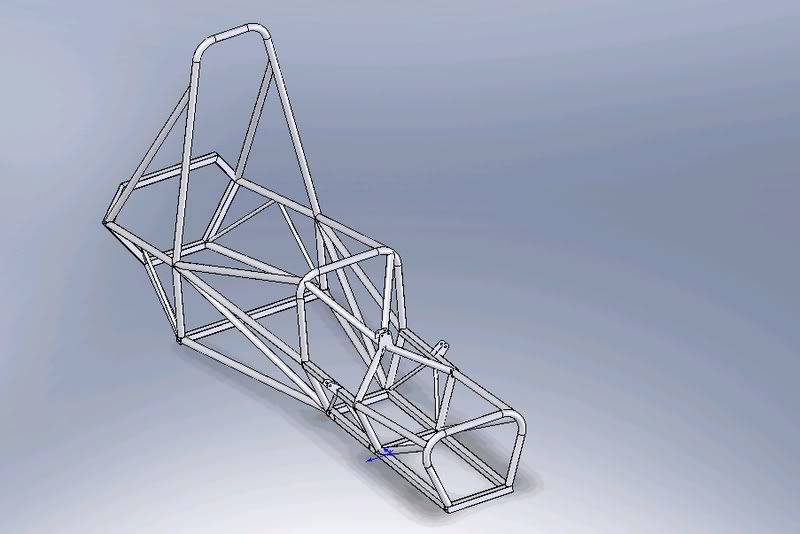
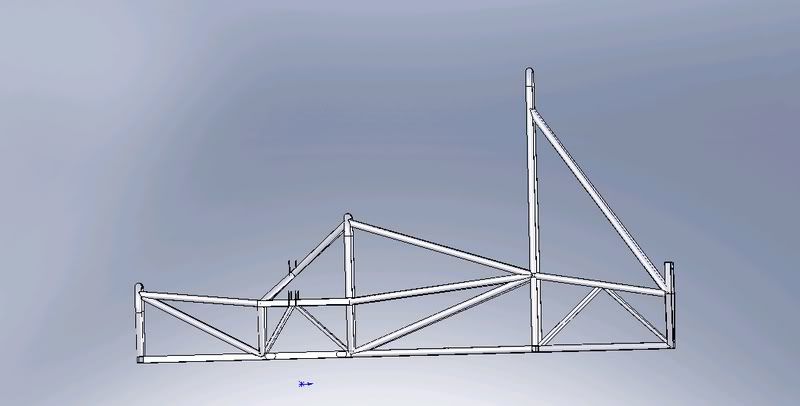
Hello I was wondering if anyone had any experience notching tubes using CNC mill or waterjet/laser machines. I am building a a tube frame vehicle, and was wondering if it was common for anyone to notch the tubes that way. If so what kind of machine or shop would you suggest? If anyone has any recommendations for a shop in or around the Bay Area, CA I would appreciate it.