Something I have been wondering for a while:
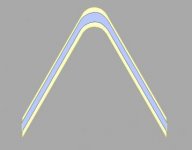
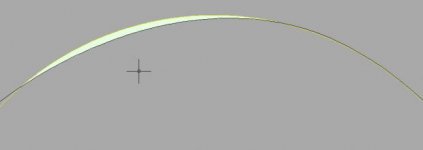
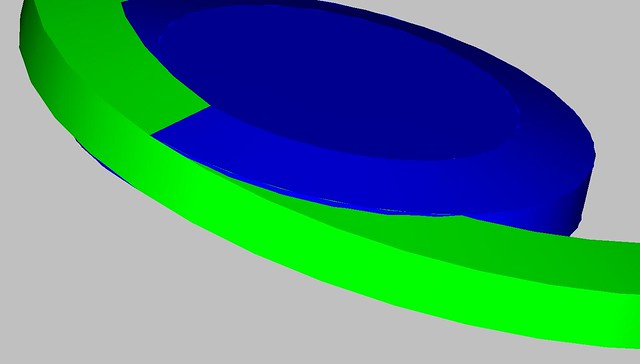
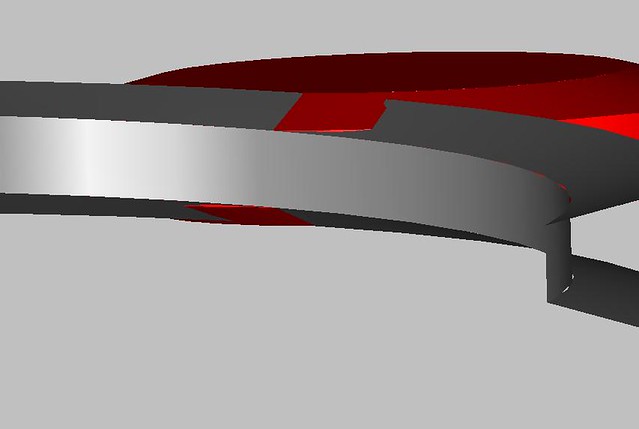
If internal threads are thread milled the cutter need to have modified flank angle or the resulting flank angle has some error. But how much?
And secondly: are the thread milling cutters grind for some certain pitch or helix angle?
In theory you get different flank angle if you use same cutter for M6 x1mm internal thread compared to if you use it for M20x1 thread?
What's the acceptable range?
If internal threads are thread milled the cutter need to have modified flank angle or the resulting flank angle has some error. But how much?
And secondly: are the thread milling cutters grind for some certain pitch or helix angle?
In theory you get different flank angle if you use same cutter for M6 x1mm internal thread compared to if you use it for M20x1 thread?
What's the acceptable range?
") ) Thank you.
) Thank you.