Zahnrad Kopf
Diamond
- Joined
- Apr 5, 2010
- Location
- Tropic of Milwaukee
We have a job coming on the mill that requires removing most ( or at least a large majority ) of the material block. In researching some new tooling options,
I stumbled across this video, which caught my attention. Take a look at the tool path starting at 2:45 through 3:14. We are looking a this face mill anyway, and so this looks attractive to me for our purposes on this next job where we effectively need to remove an area of a corner/end of a block that is 3.75 wide by 6.312 to a depth of 4.430" and then do the same on the other end of the block, effectively creating an island in the middle.
I was planning on just creating a high speed adaptive roughing type tool path to chew it away, but this strategy seems to look faster. Anyone actually tried this? I know it has come up in discussions before, but I am curious of its actual speed/time beneifits.
I stumbled across this video, which caught my attention. Take a look at the tool path starting at 2:45 through 3:14. We are looking a this face mill anyway, and so this looks attractive to me for our purposes on this next job where we effectively need to remove an area of a corner/end of a block that is 3.75 wide by 6.312 to a depth of 4.430" and then do the same on the other end of the block, effectively creating an island in the middle.
I was planning on just creating a high speed adaptive roughing type tool path to chew it away, but this strategy seems to look faster. Anyone actually tried this? I know it has come up in discussions before, but I am curious of its actual speed/time beneifits.
 The block is D2. So, it can present its own issues.
The block is D2. So, it can present its own issues. 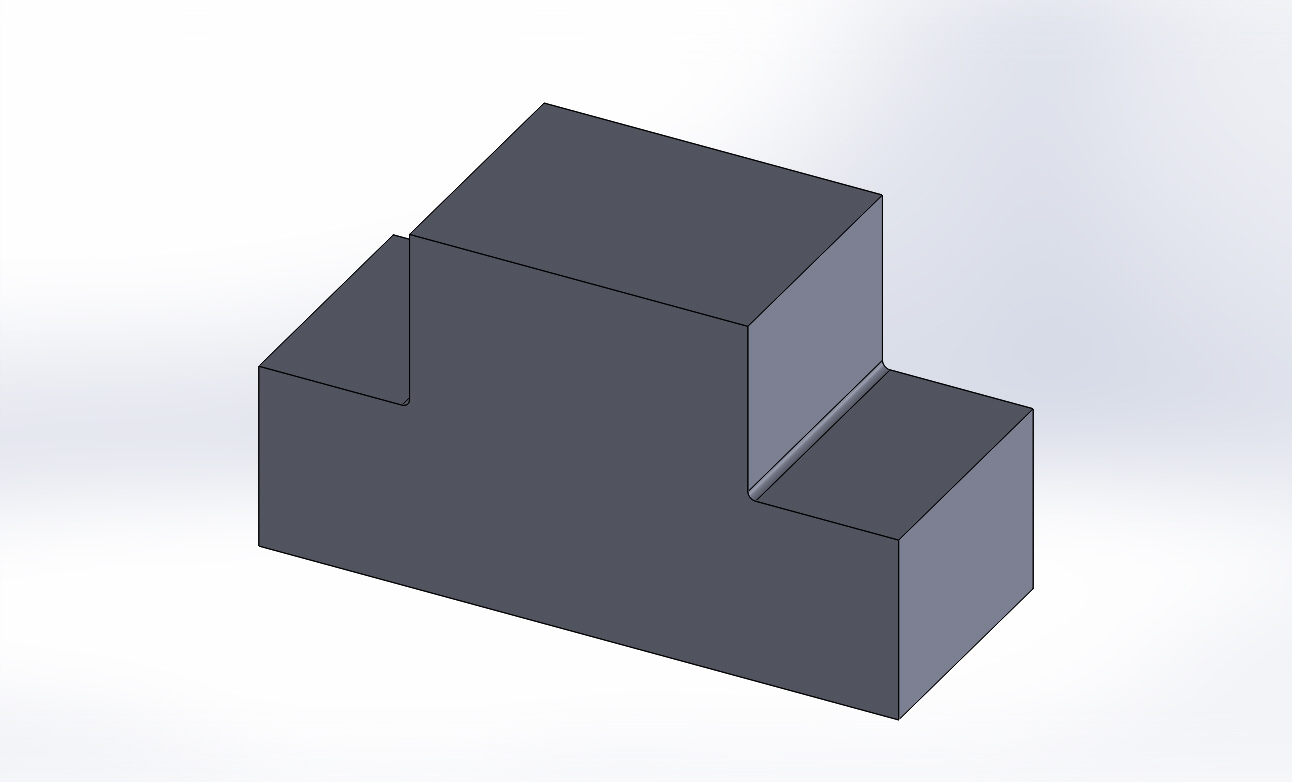
")

