Hello !
I would appreciate any suggestions for clamping and turning part from attachment.
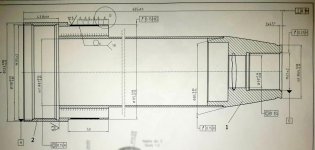
Parts are welded, and after that all those tolerances and conditions must be achieved, as easy & fast as possible.
cnc turning experience with long parts with thin walls, buckling control, low clamping forces, steady rest, is more than welcomed.
I have to adapt the process from classical machines to cnc machines, and i would appreciate any help.
Thank you in advance !
I would appreciate any suggestions for clamping and turning part from attachment.
Parts are welded, and after that all those tolerances and conditions must be achieved, as easy & fast as possible.
cnc turning experience with long parts with thin walls, buckling control, low clamping forces, steady rest, is more than welcomed.
I have to adapt the process from classical machines to cnc machines, and i would appreciate any help.
Thank you in advance !
")