Richard/SIA
Cast Iron
- Joined
- May 13, 2007
- Location
- No. Nevada
Only have a three-axis Fadal mill.
Finally about to have time to do a project for myself!
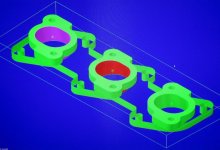
Motorcycle ITB's to Porsche IDA-3 manifold adapters.
The ITB's are oval, the Porsche intake is round.
The ITB oval is narrower than 40mm in Y but longer in X.
So the taper at X is simple but the slight undercut in Y has me wondering about using a lollipop mill?
Aluminum plate, the transition is only .750" deep and 40mm at the bottom.
I've found 3/8" cutters at a decent price.
I'm told that programming this would be a Bear, why?
I could just flip the part and make the blend from both sides but I think setup and cycle speed would be faster if I can do most of it from one side.
Price of the cutter aside, what is the advice on these cutters and this operation?
Finally about to have time to do a project for myself!
Motorcycle ITB's to Porsche IDA-3 manifold adapters.
The ITB's are oval, the Porsche intake is round.
The ITB oval is narrower than 40mm in Y but longer in X.
So the taper at X is simple but the slight undercut in Y has me wondering about using a lollipop mill?
Aluminum plate, the transition is only .750" deep and 40mm at the bottom.
I've found 3/8" cutters at a decent price.
I'm told that programming this would be a Bear, why?
I could just flip the part and make the blend from both sides but I think setup and cycle speed would be faster if I can do most of it from one side.
Price of the cutter aside, what is the advice on these cutters and this operation?