maxh
Hot Rolled
- Joined
- Dec 5, 2005
- Location
- Austin, TX
We bought a used CNC router from another shop to get us by on a particular plastic fab job for a few months until we can buy a nice new one. It's an old Larken System 50, 4'x5', with stepper motors. Larken Automation The System 50 is not shown on their current site. The axis guides are kinda lame. For the long axis (Y) the guide system is a round linear guide on the "left" and a flat plate on the "right" with ball bearing cam followers on the top and bottom. The stepper driving the Y axis is on the right, with a drive shaft going over to the left; rack and pinion on both sides. The X-axis gantry has the same stepper driving rack/pinion, and the guide system is a flat plate with a 90º vee on each edge, and cam followers on each side of the vees, top and bottom.
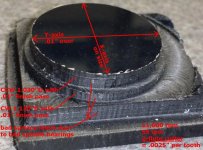
I'm working on cleaning the machine up and diagnosing/fixing issues. It needs a new spindle/router, as the current one has bad bearings, resulting in terrible surface finish. And with finger pressure, the cutter moves back and forth .005" in each direction... Also, I took a couple circular interpolation test cuts and they measure .01" larger in the Y-axis direction. Both CW and CCW, around a boss (pic attached.) 11,000 rpm, 55 ipm, 2-flute HSS, 1/2" thick polycarbonate, roughed with .01" left for finish pass, cuts started/ended at 45º, 1.03"dia and 1.13"dia. X-axis was right on size (as close as the bad surface finish would allow measuring.)
What are the possible causes for cutting out of round, and how would you suggest diagnosing?
(BTW, I hope nobody has a problem with this post because it's about a router. Some "precision" machine shops look down on "fab" work as if it's below them, but we focus on filling all of our customers' needs, and sometimes that's large pieces of plastic. I consider this no less CNC machining than a smaller part on a VMC, the machine is American made, not Chinese, and it's certainly not a hobby.)
I'm working on cleaning the machine up and diagnosing/fixing issues. It needs a new spindle/router, as the current one has bad bearings, resulting in terrible surface finish. And with finger pressure, the cutter moves back and forth .005" in each direction... Also, I took a couple circular interpolation test cuts and they measure .01" larger in the Y-axis direction. Both CW and CCW, around a boss (pic attached.) 11,000 rpm, 55 ipm, 2-flute HSS, 1/2" thick polycarbonate, roughed with .01" left for finish pass, cuts started/ended at 45º, 1.03"dia and 1.13"dia. X-axis was right on size (as close as the bad surface finish would allow measuring.)
What are the possible causes for cutting out of round, and how would you suggest diagnosing?
(BTW, I hope nobody has a problem with this post because it's about a router. Some "precision" machine shops look down on "fab" work as if it's below them, but we focus on filling all of our customers' needs, and sometimes that's large pieces of plastic. I consider this no less CNC machining than a smaller part on a VMC, the machine is American made, not Chinese, and it's certainly not a hobby.)