ballen
Diamond
- Joined
- Sep 25, 2011
- Location
- Garbsen, Germany
I decided it was high time to take apart and clean the internals of my FP2's long reach head, that like everything else had been greased by the previous owner. I also want to clean up the rotation T-slots, that are damaged.
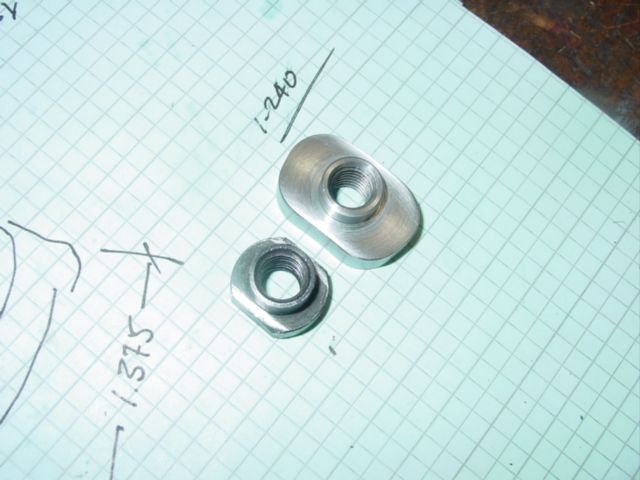
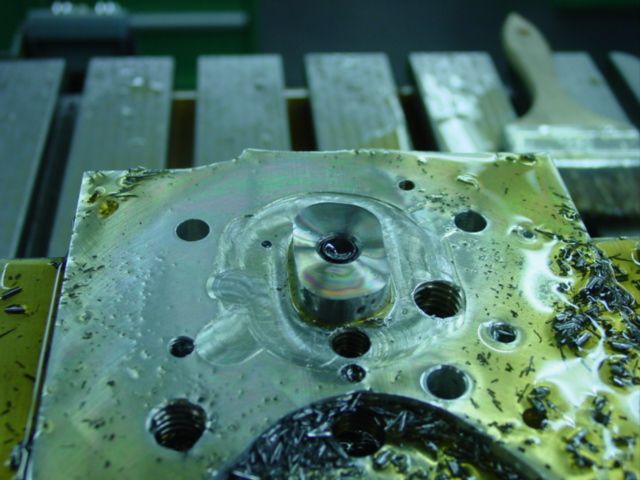
Here are some photos of some of the bits:


My first question concerns the long shaft shown here:

This has about 1mm = 0.040" of end-play. Is it meant to have this, or should the front bearing "capture it" in the axial direction? If the axial play is not meant to be there, then I think that to access that bearing, I need to remove the front bevel gear. But the bevel gear is completely free of play, so I'm afraid to mess with it. It has a triangular jack-screw plate beneath it that seems to be setting the location and/or end-play. If necessary, can I remove this bevel gear to get to the bearing for the long shaft, and get it back into the right position without special tools or techniques?

Second question, here is the rear bearing:

Is this rear bearing meant to be permanently greased, or should it be free of grease and instead get oil via the key slot of the long shaft?
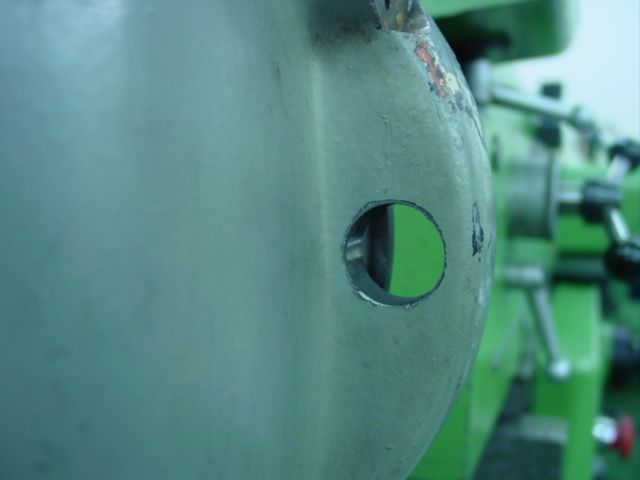
Third question: I'm not sure if I should clean up the rotary T-slot with a Wohlhaupter and single-point cutter, or if I should mount the casting on a rotary table with an angle plate and use a T-slot cutter. How have others done this? The slot opening is about 13mm wide, and the slot is about 17mm wide. Access hole from the rear is 20mm. So for example I could use a 16mm diameter cutter on an 8mm shaft.
Cheers,
Bruce
Here are some photos of some of the bits:
My first question concerns the long shaft shown here:
This has about 1mm = 0.040" of end-play. Is it meant to have this, or should the front bearing "capture it" in the axial direction? If the axial play is not meant to be there, then I think that to access that bearing, I need to remove the front bevel gear. But the bevel gear is completely free of play, so I'm afraid to mess with it. It has a triangular jack-screw plate beneath it that seems to be setting the location and/or end-play. If necessary, can I remove this bevel gear to get to the bearing for the long shaft, and get it back into the right position without special tools or techniques?
Second question, here is the rear bearing:
Is this rear bearing meant to be permanently greased, or should it be free of grease and instead get oil via the key slot of the long shaft?
Third question: I'm not sure if I should clean up the rotary T-slot with a Wohlhaupter and single-point cutter, or if I should mount the casting on a rotary table with an angle plate and use a T-slot cutter. How have others done this? The slot opening is about 13mm wide, and the slot is about 17mm wide. Access hole from the rear is 20mm. So for example I could use a 16mm diameter cutter on an 8mm shaft.
Cheers,
Bruce