JidoukaSS
Aluminum
- Joined
- Jul 24, 2012
- Location
- Wisconsin, USA
I originally posted this in CNC forum but this should probably be in the general metal working category. Anyways, I have a few jobs coming up that require me to make thousands of feet of custom track using an Edwards 55 Ton Ironworker, and there is no way I`m going to measure/mark every piece, so I started looking into options to fully automate this process. There are commerical options available, but what`s the fun in that right. I came across CNCRP Nema 34 Rack and Pinion system and it looks like it will do job.
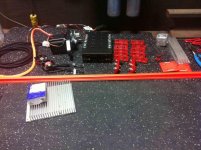
I plan to use the R&P running parallel with a roller table. I already have the control box which I put together for a 36in brake backgauge located on the other side of the machine. Now that I`m adding twice the control I wish I wouldn`t have used my e-scrap enclosure and just spent the 300 bucks on a 24x24x8 because as you can see from the photo, its a little full. Touch screen will be mounted on an extended swivel to go to both stations. I plan on putting a few pneumatic rams to control and lift work out of custom dies that don`t punch holes. Since this will be a PLC based control I was also going to add high volume air nozzles to clean off the R&P based on cycle times or just manually via screen. (cooler than brushes)
Finally started to get parts in, and I will try to document the build and update this thread.
Features I hope to have when completed:
Full control via touchscreen (PLC Based Control System)
Jog FWD/REV with relative move
Absolute move
Semi Auto User Job Recepie (with workpiece offset)
Full Auto User Job Recepie (with workpiece offset)
Pneumatics
Lift work out of custom dies
Dual high pressure air nozzles
1 each side on pinion to clean rack based on cycle time
I plan to use the R&P running parallel with a roller table. I already have the control box which I put together for a 36in brake backgauge located on the other side of the machine. Now that I`m adding twice the control I wish I wouldn`t have used my e-scrap enclosure and just spent the 300 bucks on a 24x24x8 because as you can see from the photo, its a little full. Touch screen will be mounted on an extended swivel to go to both stations. I plan on putting a few pneumatic rams to control and lift work out of custom dies that don`t punch holes. Since this will be a PLC based control I was also going to add high volume air nozzles to clean off the R&P based on cycle times or just manually via screen. (cooler than brushes)
Finally started to get parts in, and I will try to document the build and update this thread.
Features I hope to have when completed:
Full control via touchscreen (PLC Based Control System)
Jog FWD/REV with relative move
Absolute move
Semi Auto User Job Recepie (with workpiece offset)
Full Auto User Job Recepie (with workpiece offset)
Pneumatics
Lift work out of custom dies
Dual high pressure air nozzles
1 each side on pinion to clean rack based on cycle time




















 )
)








 ), but I'm going to look on it positively. Every scratch and dent will be a gauge of the equipment's success and hopefully be an indicator of, well, CA$H FLOW!
), but I'm going to look on it positively. Every scratch and dent will be a gauge of the equipment's success and hopefully be an indicator of, well, CA$H FLOW! . I got the interface plate for the machine done. The control boxes also got mounted and I started roughing out the pusher bracket.
. I got the interface plate for the machine done. The control boxes also got mounted and I started roughing out the pusher bracket.

