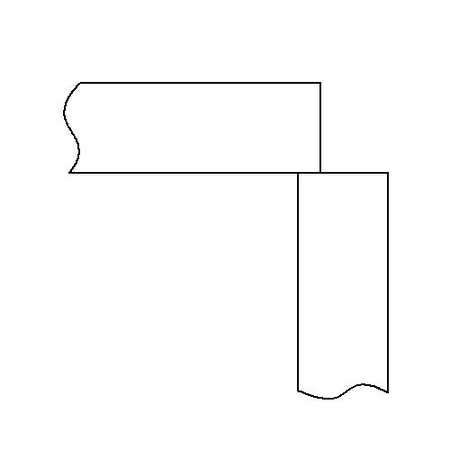
I wouldn't worry about putting a "V" in the corners; just overlap them like this. Leaves the inside corners clean and it's fairly easy to square up the outsides. Use a sanding disk and finish with some fine Scotchbrite...
LK, thanks for the image. I have cut all the pieces to length and doing a V would be simpler at the moment. One reason is that the base is actually an isosceles trapezoid (or trapezium). The top and bottom are parallel and the sides angle at 7º with the bottom length shorter than the top length.
This results in a top length of 40" and a bottom length of 34" the two sides being 25" with a finished dimension of 42x36x25". The thought being that if I only had to clean up the top joint and the sides of the weld then that would be less work.
I should have asked about the welding before I cut to length, sigh, live and learn.
In my limited experience it is difficult to tig weld this type of joint and be able to grind down to the finished size. I assume the mig welding allows the build up and the "fairly easy" process to square things. All edges must finish straight and square.
Hay
You can come over and use my stuff if you what some experience
Collector
Shane, that is a nice offer but the job doesn't come with travel expenses. I am sure you have a welder big enough for this little job.
Depending on how you want the corner, you can Overlap the joint as the post above me is pictured. If you are powder coating this, that hides a lot. You can get a flap wheel for your grinder made for non ferrous metals and do it quickly and neatly. As far as preheating, It depends on if your going to wire feed it or tig it. With th wire feeder, I would heat it up to about 150 just to take the chill out of it. With the wire feed, You cant back off the heat once your into the weld, you can only speed up. So if you get it to hot, in the long run of the weld your going to have the pice very very hot. With the tig, I would heat it up to 350-400 since you have control of your heat. You can do this with your 200, But you will have to lay down a root pass than many, Many, Many stringer passes. One option you could consider since you are powder coating it and weld appearance is not critical. . You could pre-heat it and give it a nice root pass with the tig machine, then fill the rest of the V with a wire feeder. This will speed it up.
jamie,
Great info here and exactly what I was asking about. Also thumbs up on saying it could be done with my little 200.
I am not sure why you think the weld appearance is not critical?
From what I have seen the powder coating does not cover anything, it will follow whatever is there, if there is a slight ding in the metal that will show as a slight ding in the powder coated finish. Am I wrong?? Is there some magical powder coat process that covers all sins?
I like your idea about the tig and wire feed for speed. However I still don't know how big to make the V?
If there being powder coated, why the hell do they need to be aluminium and this thick? Would be far simpler in steel!
Great input here, 1/8" steel would hold up the table but it might be a bit wobbly. 1" thick steel would have been a bit heavy.Proportion and Logistics mainly, as it would have taken too many people to move the steel bases into place. This is a boardroom table, it is going into a Boardroom, not exactly forklift friendly. It is also a LARGE table and the bases need to be in the correct proportion to the weight of the top.
The roof on the Parthenon could be held up with a 6" steel pipe but it wouldn't look very good now would it?
As it is the 1" aluminum weighs 170lbs per base and it was extremely fast to cut to size. I did all the cutting on my sliding saw in less than an hour. Perfect square cuts, 7º with a very smooth cut edge. Oh yeah, no clamping. It did take a1/2 hour to clean the saw though.
Also very easy to create the 1/8" round-over on all the edges, I do it all the time with a high speed router.The cost was another reason, as the steel was the nearly the same as the aluminum and the steel would need a lot of surface prep before the powder coating. Time=money as the aluminum is easy to sand and prep.
Do you need any more reasons?? If you can enlighten me then I will know better for next time.
Michael
 forget it....even if you could get enough heat into it you would be there for a week....they dont make gloves thick enough.....and your internal chest organs would be medium to well done.
forget it....even if you could get enough heat into it you would be there for a week....they dont make gloves thick enough.....and your internal chest organs would be medium to well done.