Hoppy
Cast Iron
- Joined
- Feb 21, 2005
- Location
- Millington, NJ
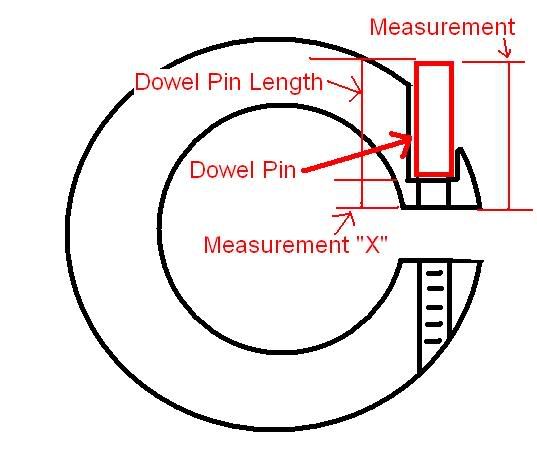
I made a collar the other day with an I.D. of about 3" and an O.D. of about 4". The depth of the counterbore for the cap screw that "closes" the collar wasn't critical for my part, but while I was machining it I began to wonder what I would do if the depth was important. Take a look at the (very rough!) sectional sketch below. If you're doing the counterbore on a vertical mill (with no DRO), how would you know when the proper depth was reached so that you could hit a given value for dimension "X"?