Stu Miller
Hot Rolled
- Joined
- Apr 8, 2002
- Location
- Covington, Wa
I am sure some of you are familiar with all the things you can do with a boring head, but I am just beginning to figure out uses other than the mundane boring of holes. I am sure others are in the same boat, so, for your amusement-and hopefully education-here are some pictures of a couple of things I did with mine this week.
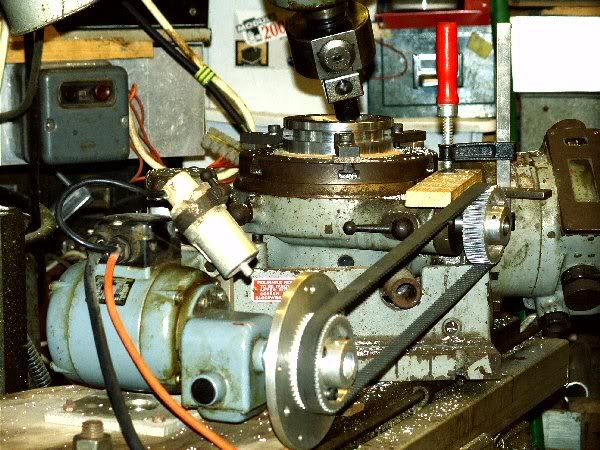
The first photos show a round boss being shaped with a radiused corner end mill. This could have been done on the rotary table, or on the lathe, but in the first case I would have had to trade the rotary table for the vise and, in either case, do all the necessary setup work. This way, I could just center the spindle over the boss, set the depth stop on the spindle, use automatic feed to move the tool down, and feed in as necessary with the boring head to get the proper boss diameter with radiused fillet at the bottom.


You will note that I had to reverse the spindle rotation to use the cutter this way. I could have set it up in a different hole in the cutter and used standard rotation direction if I had gotten smart faster.
The process was much faster than setting up either on the rotary table or the lathe for this little job and will be even faster the next time I have a similar problem.
The second task was rounding the corners of the part. I needed a 5/16 radius corner rounding bit, a size the Boeing surplus store has not yet sold me. My solution was to use a small piece of half inch high speed steel (a Boeing surplus spade type drill bit). I ground the bit as shown, Boeing having done me the favor of removing most of the material. I should have ground the face flat and parallel to the tool axis for better results, but I wasn't even sure it this idea was going to work, so used the tool face as provided by Boeing.

I then put it in the boring head and adjusted things until it was equivalent to a one tooth corner rounding cutter with about a 3/16 minor diameter. I tried it on a piece of scrap and determined it worked well enough for this small project, so I just got to work. The part ready for hand blending is shown in the last photo.

These two ideas worked well for me. I hope they are new and useful to some of you. Those of you who already know these tricks can bask in the glow of inspiring me with clever solutions to problems you have posted here to get inventive when the perfect tool is not available.

Stu Miller
The first photos show a round boss being shaped with a radiused corner end mill. This could have been done on the rotary table, or on the lathe, but in the first case I would have had to trade the rotary table for the vise and, in either case, do all the necessary setup work. This way, I could just center the spindle over the boss, set the depth stop on the spindle, use automatic feed to move the tool down, and feed in as necessary with the boring head to get the proper boss diameter with radiused fillet at the bottom.
You will note that I had to reverse the spindle rotation to use the cutter this way. I could have set it up in a different hole in the cutter and used standard rotation direction if I had gotten smart faster.
The process was much faster than setting up either on the rotary table or the lathe for this little job and will be even faster the next time I have a similar problem.
The second task was rounding the corners of the part. I needed a 5/16 radius corner rounding bit, a size the Boeing surplus store has not yet sold me. My solution was to use a small piece of half inch high speed steel (a Boeing surplus spade type drill bit). I ground the bit as shown, Boeing having done me the favor of removing most of the material. I should have ground the face flat and parallel to the tool axis for better results, but I wasn't even sure it this idea was going to work, so used the tool face as provided by Boeing.
I then put it in the boring head and adjusted things until it was equivalent to a one tooth corner rounding cutter with about a 3/16 minor diameter. I tried it on a piece of scrap and determined it worked well enough for this small project, so I just got to work. The part ready for hand blending is shown in the last photo.
These two ideas worked well for me. I hope they are new and useful to some of you. Those of you who already know these tricks can bask in the glow of inspiring me with clever solutions to problems you have posted here to get inventive when the perfect tool is not available.
Stu Miller