I'm trying to make some parts that require indentations in sheet metal (see Fig. 1.). The metal used is .040" 1/4 hard copper sheet. The indentations are .750" OD, ~.656" ID, and .156" deep. As you can see, the sides of these dimples are close to perpindicular; they are pretty sharp bends.
I made the jig in Fig. 2 to form these bends. The hole in the bottom half is .750 x .156. The top half has a .625 hole. I put a piece of sheet on the bottom half, slide the top half over the pins to align the pin with the hole, put a .625 pin in the hole, and squeeze the crap out the whole thing in a vise (I have no press).
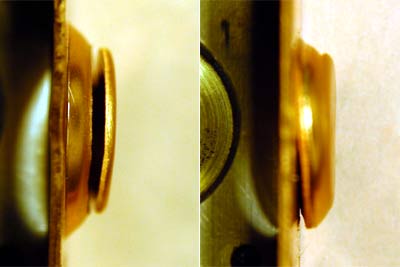
The problem is that the plates that I make are sometimes cut either around the upper edge of the .075 hole or around the bottom edge of the .625 pin (see Fig. 3). I have chamfered the edge of the .750 hole, and the pin already has rounded edges. I can't think it will get any better ifI move up to a .656 drive pin and the bends get even sharper.
I am using a .625 drive pin because a) I don't have a bit to drill a .656 hole, and b) I don't have a .656 pin or a lathe on which to turn one. Unless I can get this cutting problem solved, I am loath to invest in new tools.
Questions:
- Is there a real name for these indentations other than just "identations"?
- I'm just guessing on the 1/4 hard temper (although I know .040" copper is right). Would I have better luck with different material?
- Are there standards/specs for bends, punching, chamfering, etc?
- Are there special tools to take the sharp lip off a drilled hole? I just used a grinding bit on a Dremel tool, but that's a bit sleazy. I'm thinking a smoothly rounded lip (with a real tool)might help.
- Any suggestions on an easier/better way to do this?
Thanks.
Fig. 1:
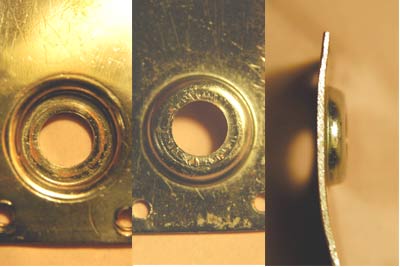
Fig. 2:
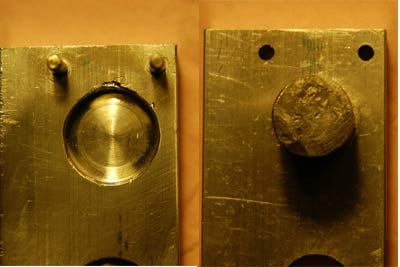
Fig. 3:
I made the jig in Fig. 2 to form these bends. The hole in the bottom half is .750 x .156. The top half has a .625 hole. I put a piece of sheet on the bottom half, slide the top half over the pins to align the pin with the hole, put a .625 pin in the hole, and squeeze the crap out the whole thing in a vise (I have no press).
The problem is that the plates that I make are sometimes cut either around the upper edge of the .075 hole or around the bottom edge of the .625 pin (see Fig. 3). I have chamfered the edge of the .750 hole, and the pin already has rounded edges. I can't think it will get any better ifI move up to a .656 drive pin and the bends get even sharper.
I am using a .625 drive pin because a) I don't have a bit to drill a .656 hole, and b) I don't have a .656 pin or a lathe on which to turn one. Unless I can get this cutting problem solved, I am loath to invest in new tools.
Questions:
- Is there a real name for these indentations other than just "identations"?
- I'm just guessing on the 1/4 hard temper (although I know .040" copper is right). Would I have better luck with different material?
- Are there standards/specs for bends, punching, chamfering, etc?
- Are there special tools to take the sharp lip off a drilled hole? I just used a grinding bit on a Dremel tool, but that's a bit sleazy. I'm thinking a smoothly rounded lip (with a real tool)might help.
- Any suggestions on an easier/better way to do this?
Thanks.
Fig. 1:
Fig. 2:
Fig. 3: