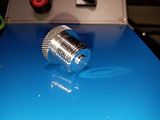
I've got some 6061 Aluminum that I purchased from Online Metals a while back. When I machine it on the lathe there are spots that show up in various locations. It just doesn't look clean with these spots. Can someone advise what the spots are? See image thumb link.
Thanks,
Casey

Thanks,
Casey






