Schwartzer
Aluminum
- Joined
- Feb 10, 2008
- Location
- Merritt Island FL
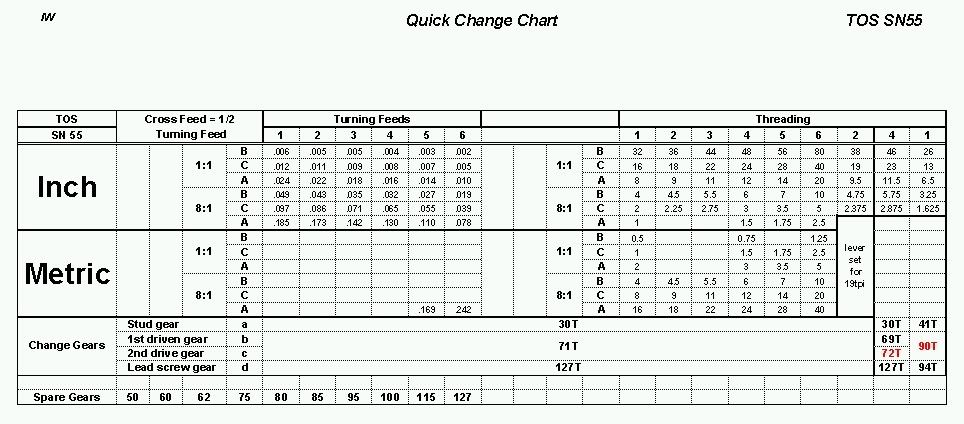
My lathe a TOS S 28 has change gears and a gear box. It also can be thrown from forward to reverse while running. I have tried to do the math for the gearing and compare it to the threading chart. I can not seem to get my math to match the chart. I have attached some photos of what I have to work with. On the chart under #7 it gives the change gears tooth count and order. I am not sure what the 6mm and ¼ stand for but the worm is 4 tpi. I also added a picture of them installed. The gear tooth count for the gear box as well as how it works is not as intuitive. The gear box is on the bottom of the photo. The numbers 1-6 and ABC collate to the chart. I tried to use the gearing setup of the easily read gears to do the math.
Example:
Using the gearing in 15 column 7 under ¼” I get 25/100*120/80= a ratio .375
In the Gear box if I use 4 C, for a thread of 7/32, the gear ratio I think is
28/24*34/17= a ratio of 2.3333333.
Now multiplying both ratios gives .875 now dividing this by the worms 4 tpi gives
.625/4=.21875
This is correct but when I try to do the top of the chart I get an error
Example:
Using the gearing in 9 column 7 under ¼” I get 25/127*120/100= a ratio .23622
In the Gear box if I use 4 C, for a thread of .28, the gear ratio I think is
28/24*34/17= a ratio of 2.3333333.
Now multiplying both ratios gives .55118 now dividing this by the worms 4 tpi gives
.625/4=.137795 a multiple of 2.032 off.
Any suggestions on why this is? I also need to buy a set of gears or make them. Any ideas on prices or where to buy the gears or equipment would also be helpful.
Thanks
Example:
Using the gearing in 15 column 7 under ¼” I get 25/100*120/80= a ratio .375
In the Gear box if I use 4 C, for a thread of 7/32, the gear ratio I think is
28/24*34/17= a ratio of 2.3333333.
Now multiplying both ratios gives .875 now dividing this by the worms 4 tpi gives
.625/4=.21875
This is correct but when I try to do the top of the chart I get an error
Example:
Using the gearing in 9 column 7 under ¼” I get 25/127*120/100= a ratio .23622
In the Gear box if I use 4 C, for a thread of .28, the gear ratio I think is
28/24*34/17= a ratio of 2.3333333.
Now multiplying both ratios gives .55118 now dividing this by the worms 4 tpi gives
.625/4=.137795 a multiple of 2.032 off.
Any suggestions on why this is? I also need to buy a set of gears or make them. Any ideas on prices or where to buy the gears or equipment would also be helpful.
Thanks



") I didn't necessarily follow all the numbers that you have here but I saw a few things that may be significant.
I didn't necessarily follow all the numbers that you have here but I saw a few things that may be significant.