wackyvorlon
Plastic
- Joined
- Jan 14, 2009
- Location
- Canada
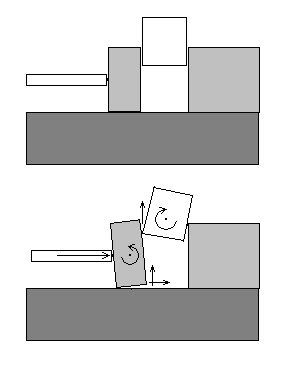
I've been wondering about the necessity of using a hammer to drive a part down on the parallels. I've had the part bounce up at times and other times it's been marred. Tonight I decided to test it.
I put a 1-2-3 block in the vise, on parallels. I then put my indicator on the block, and watched as I tightened it. No movement.
To my mind, this indicates that it's not necessary to drive the part down. Am I right in my thinking?
I put a 1-2-3 block in the vise, on parallels. I then put my indicator on the block, and watched as I tightened it. No movement.
To my mind, this indicates that it's not necessary to drive the part down. Am I right in my thinking?
 If you damage the work you're hitting it too hard or using the wrong tool.
If you damage the work you're hitting it too hard or using the wrong tool.