clarnibass
Aluminum
- Joined
- Dec 23, 2015
Hi
I'm looking for some suggestions on who I can contact to make this cutting tool and/or suggestions on the tool itself e.g. what the maker would need to know, etc.
I couldn't find anyone local who can make it. I found a company in Germany that makes mostly cutting tools for musical instruments (which is what this is) but I\d like to find some others and get several quotes.
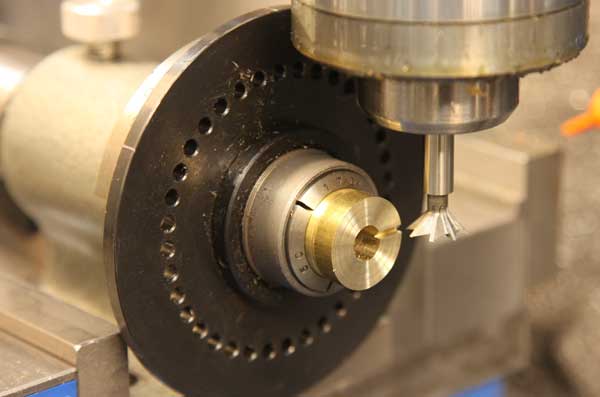
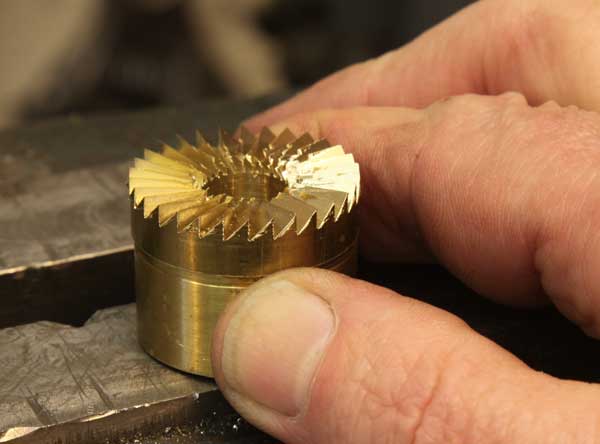
Attached some photos of somewhat similar tools and a lame drawing I made (cross section). The cutting tool I need is essentially the same as the ones in the photos, except instead of a flat end I would need a 16 degree taper (basically opposite of a chamfer tool), with a threaded hole through it but without the outer threads at the other end which these have. I might want a few in different sizes (possibly double ended). Number of teeth is not critical and not sure yet. The tool will be used 70% by hand and 30% on a mill, and only on relatively soft materials like wood and plastic. Tool diameters could be around 6mm-20mm.
Thank you for any suggestions!
I'm looking for some suggestions on who I can contact to make this cutting tool and/or suggestions on the tool itself e.g. what the maker would need to know, etc.
I couldn't find anyone local who can make it. I found a company in Germany that makes mostly cutting tools for musical instruments (which is what this is) but I\d like to find some others and get several quotes.
Attached some photos of somewhat similar tools and a lame drawing I made (cross section). The cutting tool I need is essentially the same as the ones in the photos, except instead of a flat end I would need a 16 degree taper (basically opposite of a chamfer tool), with a threaded hole through it but without the outer threads at the other end which these have. I might want a few in different sizes (possibly double ended). Number of teeth is not critical and not sure yet. The tool will be used 70% by hand and 30% on a mill, and only on relatively soft materials like wood and plastic. Tool diameters could be around 6mm-20mm.
Thank you for any suggestions!
![2017-03-11_07.38.16[1].jpg](/forum/data/attachments/163/163026-52a49519fe529526cf0a0f75a9cab16d.jpg)
![2017-03-11_07.39.06[1].jpg](/forum/data/attachments/163/163027-8f17fe81347fe46b5ed62870dcffab30.jpg)
![2017-03-11_07.41.01[1].jpg](/forum/data/attachments/163/163028-b763b54297c8886d97cf09b846a88a2e.jpg)
![2017-03-11_07.47.43[1].jpg](/forum/data/attachments/163/163029-ffcd73832d52c96d04b2a7fe8cb14642.jpg)
![2017-03-11_09.39.35[1].jpg](/forum/data/attachments/163/163030-7a4a2c855079f3bee7039846bcabc71f.jpg)





")
![2017-03-12_10.23.16[1].jpg](/forum/data/attachments/163/163146-2158cdcaaa9a0c60401c5f4b5d1bd078.jpg)
