tdarragh
Plastic
- Joined
- Mar 18, 2008
- Location
- Houston, TX
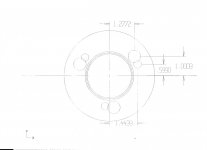
I am trying to make a back plate for a D1-4 chuck. BUT I am finding it difficult to determine correct location for the locking screw holes. I am using a super spacer to hold my work piece on a mill. Cutting the holes and threading for the pins is a cinch but the locking screws' location is not so simple. All the drawings I have found describe the locking screw holes' location in a way that is difficult for me to understand how to machine it. I think I understand why the drawings are written so but still it is a difficult situation. Please help.
Tom Darragh
Tom Darragh
Last edited:
")



")