gorrilla
Stainless
- Joined
- May 2, 2007
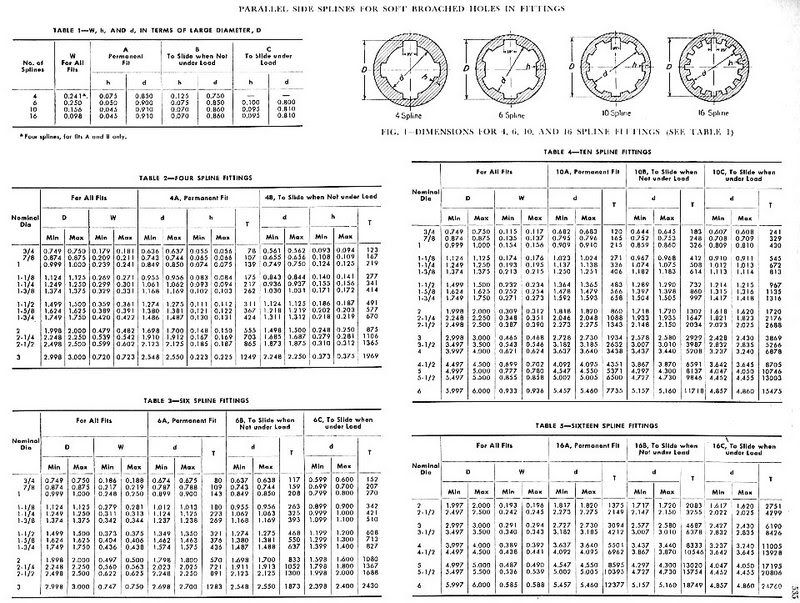
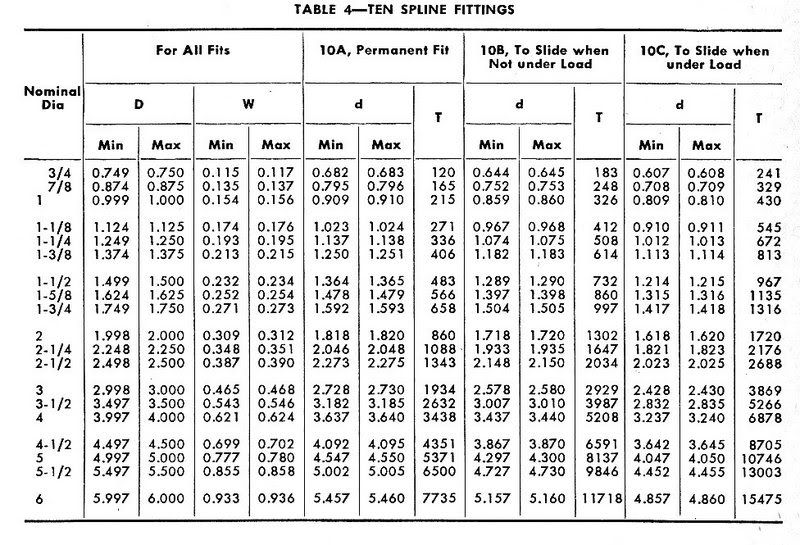
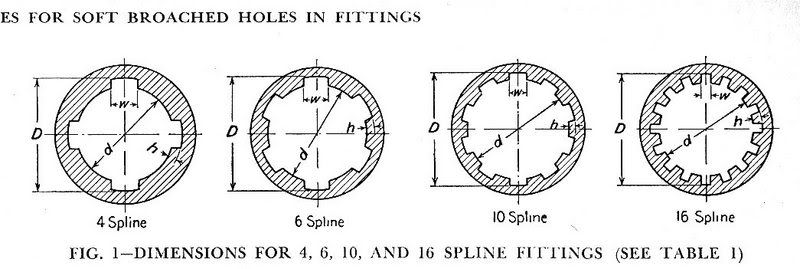
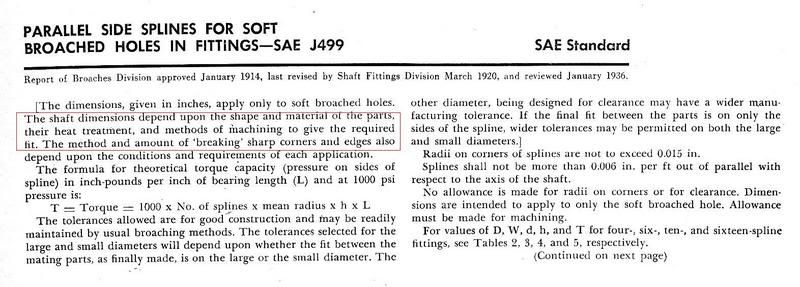
I have a shaft to reproduce. Not anything special, except for the splines on one end. Question is how to determine what pressure angle and pitch the old spline is in order to reproduce it. Easily set up in a mill with a dividing head or a VMC with a 4th axis, then cut a slot every 36 degrees, but getting the correct cutter geometry requires knowing what these two details are. 1.121" od with a .921" minor dia and 10 teeth is about all I have to go on. Anybody got any ideas? Oh, they appear to be involute, as the sides are not parallel to each other. Can't really make out a radius across the face of the spline tooth, but there isn't a real good means of measuring or checking it.