I was wondering if there is a way with a cutting tool to cut threads in induction hardened rod. I have to cut a 2" -12 O.D. thread. I don't want to have to grind them in or scrap the material. But I think I am going to have to choose one. Any help is appreciated. Thanks
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Note: This feature may not be available in some browsers.
Largest Manufacturing Technology Community on the Web
Stay Connected:
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Threading induction hardened rod???
- Thread starter Kevinstj
- Start date
- Replies 15
- Views 6,425
oldbikerdude37
Titanium
- Joined
- Jun 29, 2010
- Location
- milton freewater oregon
If it is 1/4" diam. under the .100"+ skin of hard stuff its easy. But to thread the hard skin is a job i would just pass on. Some rod is real close to un-machinable. no thanks on cross holes tapped too.
vettepicking
Hot Rolled
- Joined
- Jan 21, 2009
- Location
- S FL
grind it with a toolpost grinder, but the lathe needs very low rpms (20 rpms). It would not be fun.....
Heavey Metal
Banned
- Joined
- May 10, 2011
- Location
- Texas
If you heat it dull red and let it cool slow you can do what you want with it dont heat more than you need to thread though the chrome will peal
IronReb
Stainless
- Joined
- May 26, 2011
- Location
- Shreveport/Louisiana USA
Before I FUBARed it I would call around and get a qoute from someone who thread grinds daily who is set up for this kinda stuff.Between shipping and what they charge to do the job it may be to far out there,but then again you might be surprised.
We send grind work out to Commerce grinding in Dallas http://www.commercegrinding.com/index.html,some jobs we have done they can do for pennies comparied to the crap we would have to deal with if we had to do it our selves.
I do not know for sure if they thread grind...a phone call might point you in the right direction.
We send grind work out to Commerce grinding in Dallas http://www.commercegrinding.com/index.html,some jobs we have done they can do for pennies comparied to the crap we would have to deal with if we had to do it our selves.
I do not know for sure if they thread grind...a phone call might point you in the right direction.
hickstick_10
Stainless
- Joined
- Oct 26, 2009
- Location
- BC Canada
Spin it VERY slow, use carbide inserts, take light cuts, lubricate it with straight rapid tap and make as rigid a setup as you possibly can. You have to go SLOW, and likely take a spring pass or two because the pressures involved will be a little higher then normal. Kissing the edge with a diamond wheel also helps.
The finer the thread, the easier it is to do. Your pitch isn't the worst to do, but it will require a pit of patience.
This is not an elegant way to get a thread on, you'l likely go through a few inserts if this is your first try but it will thread ok. The chips will be coming off EXTREMELY hot and if the rod is really hard, they form almost shards. If you go SLOW, a couple thou at a time you will get a very nice finish though.
Did I mention to spin it slow?
Or you can try a Cermet insert if there is such a thing for threading, the shops i worked at were to cheap and didn't do enough hardened stuff to justify their use so I can't give a qualified opinion on them.
Im very curious how this would be done and how the wheel would be shaped and/or oriented.
The finer the thread, the easier it is to do. Your pitch isn't the worst to do, but it will require a pit of patience.
This is not an elegant way to get a thread on, you'l likely go through a few inserts if this is your first try but it will thread ok. The chips will be coming off EXTREMELY hot and if the rod is really hard, they form almost shards. If you go SLOW, a couple thou at a time you will get a very nice finish though.
Did I mention to spin it slow?
Or you can try a Cermet insert if there is such a thing for threading, the shops i worked at were to cheap and didn't do enough hardened stuff to justify their use so I can't give a qualified opinion on them.
grind it with a toolpost grinder, but the lathe needs very low rpms (20 rpms). It would not be fun.....
Im very curious how this would be done and how the wheel would be shaped and/or oriented.
Forrest Addy
Diamond
- Joined
- Dec 20, 2000
- Location
- Bremerton WA USA
What alloy induction hardened rod? If plain carbon steel you can heat the portion to be machined to about 700 degrees F (blue color). Chuck up the work so the desired amount of the work extends from the jaws. Run a controlled stream of water based coolant so a "collar" of liquid limits the heat flow up the work. Run the spindle about 300 RPM and apply torch heat to the work til a blue color is acheived over the portion to be machined. Allow to cool while rotating.
If the material is alloy steel you may require more heat. Determine the material and consult the table for a draw temp that gives you Rc 30-35. Some materials require time at temperature to draw the temper back to machinability. Heat as required but keep the torch on the part to get a suitable "soak" at draw temperature.
Some induction hardened rod materials (like for hydraulic cylinders) are hard chrome plated. In this case you need to heat the rod etc. After the rod cools procede withmachining. First cut, bury the tool well under the chrome (plate thickness is 0.003" to 0.005" last I heard) to strip it off. The chrome will spall off ahead of the tool and the shoulder can be tidied up at a lower RPM. Don't let the tool dwell on the chrome. Cut it or back the tool away. BTW chrome is hard as hell and eats carbide tools. Work briskly to champher the corner 1/32 x 45.
Then when you get the desired major diameter cut the threads. The material will still retain much of its original hardness so use appropiate feeds and speeds.
Red. heat may be excessive. If you soften the material too much you may jeapordize the strength required of the thread.
Remember to include suitable inside radii and thread root radii if the rod is to retain fatigue resistance. The thread standards allow P/4 root flat. Examine the thread root of a high strength bolt for an example of how to procede.
If the material is alloy steel you may require more heat. Determine the material and consult the table for a draw temp that gives you Rc 30-35. Some materials require time at temperature to draw the temper back to machinability. Heat as required but keep the torch on the part to get a suitable "soak" at draw temperature.
Some induction hardened rod materials (like for hydraulic cylinders) are hard chrome plated. In this case you need to heat the rod etc. After the rod cools procede withmachining. First cut, bury the tool well under the chrome (plate thickness is 0.003" to 0.005" last I heard) to strip it off. The chrome will spall off ahead of the tool and the shoulder can be tidied up at a lower RPM. Don't let the tool dwell on the chrome. Cut it or back the tool away. BTW chrome is hard as hell and eats carbide tools. Work briskly to champher the corner 1/32 x 45.
Then when you get the desired major diameter cut the threads. The material will still retain much of its original hardness so use appropiate feeds and speeds.
Red. heat may be excessive. If you soften the material too much you may jeapordize the strength required of the thread.
Remember to include suitable inside radii and thread root radii if the rod is to retain fatigue resistance. The thread standards allow P/4 root flat. Examine the thread root of a high strength bolt for an example of how to procede.
WizardOfBoz
Diamond
- Joined
- Sep 30, 2006
- Location
- SE PA, Philly
Im very curious how this would be done and how the wheel would be shaped and/or oriented.
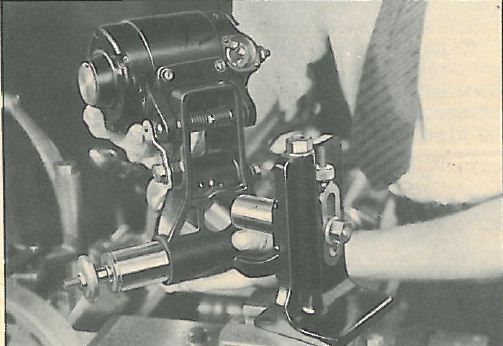
There is another thread on the Dumore TPG thread grinding attachment. Pic below. You mount the TPG at right angles to normal, and dress the wheel at the appropriate angles with a special two-diamond dressing apparatus. Then you use your lathe's feed to grind threads.
Thanks for all the help guys. What a wealth of knowledge out there . I talked to a thread grinder and he is gonna take care of them for me. It's was a lot cheaper for him to grind them then it was for me to have problems and screw one up. Thanks again.
Mike C.
Diamond
- Joined
- Nov 25, 2004
- Location
- Birmingham, AL
Forrest, chrome these days is .0015 - .002 deep on commercial rod, unless specified thicker.
The heat and anneal works very well and does not warp the material. If this was a hydraulic part, likely the original was skimmed enough to strip the chrome and then the thread cut. See this on tube OD threads, too. They take whatever diameter it is and just skim it enough to get it round. Cut threads and make a nut to match. You can throw your standard thread calculations right out the window, lol. I will not make a part and assure it to fit unless I have the mating part to test fit for this very reason.
The heat and anneal works very well and does not warp the material. If this was a hydraulic part, likely the original was skimmed enough to strip the chrome and then the thread cut. See this on tube OD threads, too. They take whatever diameter it is and just skim it enough to get it round. Cut threads and make a nut to match. You can throw your standard thread calculations right out the window, lol. I will not make a part and assure it to fit unless I have the mating part to test fit for this very reason.
hickstick_10
Stainless
- Joined
- Oct 26, 2009
- Location
- BC Canada
There is another thread on the Dumore TPG thread grinding attachment. Pic below. You mount the TPG at right angles to normal, and dress the wheel at the appropriate angles with a special two-diamond dressing apparatus. Then you use your lathe's feed to grind threads.
Its not a tool post grinder...................?
Im not sure what it is, but if its not a tool post grinder it doesn't really answer the question, but it does make me wonder what that thing is, an articulated tool post grinder maybe?
sicero
Stainless
- Joined
- Feb 13, 2005
- Location
- Medway, Ohio
My Dumore looks like that. They just have a bracket with a horizontal post
instead of vertical. That would give more adjustment potential. Kenny
instead of vertical. That would give more adjustment potential. Kenny
Forrest Addy
Diamond
- Joined
- Dec 20, 2000
- Location
- Bremerton WA USA
My Dumore looks like that. They just have a bracket with a horizontal post
instead of vertical. That would give more adjustment potential. Kenny
Yes, that slick little mount allows tilt as well as radial and hight adjustment. You could set the wheel on center at the helix angle for internal threads.
The trick is accurate repeatable wheel dressing. Tiny wheels like that require frequent dressing especially when a crisp apex is required for grinding P/24 internal thread root radii.
HuFlungDung
Diamond
- Joined
- Jan 19, 2005
- Location
- Canada
I think I would have just performed the partial anneal like Forrest described. IHCP rod is brittle as hell, and could use a bit of a tempered draw past the end of the threads anyways.
Similar threads
- Replies
- 27
- Views
- 1K