Wow! Thanks for all the replies! I did not expect this many people to chime in. Apologies for my delayed reply. I was not able to reply while at work
")
There is some mention of my lack of information. I will do my best to speak "machinist". There are lots of things to address. I will quote, then respond to each all in one post.
I'd think that slicing/shearing the wax would be better than using a saw.
You don't say how quickly you need to make these in order to be economically feasible but in general a lathe type setup would be a good way to machine the steps. Given that it's wax, almost any lathe would work though I'd want something with a 14" swing or so to keep your scale about right on a 4" diameter part.
Ideally, I would like to make these as time efficient as possible. One operation would be ideal. Two would be acceptable. I also want to conserve material, but that's not as big of a deal because I can re melt the chips. I'm interested in making them faster. I make them for my work in my home wood shop. My time is relatively cheap, but I would rather be working on more interesting projects.
Never worked in wax, but I would be tempted to experiment with a hot wire cutoff method, if it leaves a finish that is acceptable.
Wood lathe rpm may be challenging to your disk 'integrity'. Not sure how low they'll go nowdays. Torque should be adequate, though.
Chip
I did not consider this as a possibility. I've done a good bit of hot wire cutting in foam (RC airplane builds. I will investigate this. I am worried that the cut will not be clean. It's worth a try though!
98mm/4" = ok. 355mm/9" = getting out of hand for an affordable size lathe, assuming your intending to hold any length of the stock and part it off.
You just need some custom made stuff which is faster than your current method.
You can cut off saw 9" round without rotating the stock? If so, wow. If not, use a bandsaw. Perhaps make an automatic feed sled for cheap bandsaw.
set up a router to cut the step. build or buy a powered rotary table much like a record player to spin the disk over or under a router. the disk may be held down with a overarm. a router may be swung into place with another overarm.
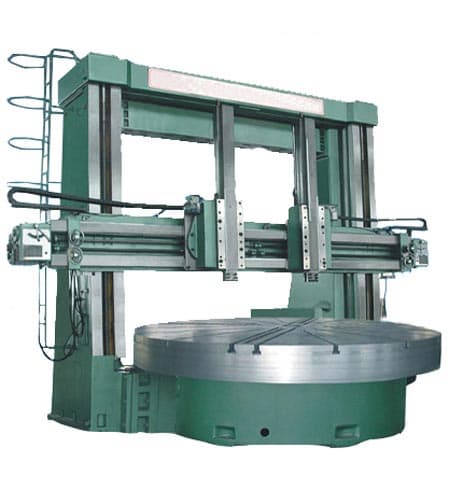
http://www.excitron.com/webdocs/photos/Excitron_MRT20-86-156_486_friso6.jpg
imagine a really small craptastic homemade version of this twin spindle vertical turret lathe.
the bridge could be made from 2x4's and the table plywood and a lazy suzan bearing. You press down with a swivel foot robbed from a c-clamp in the center to pinch the disk to the table. You can position your router anywhere on the beam to cut any radii you wish. You give one turn around by hand, and release the c-clamp and load another disk.
Yes! I do do it with a cut off saw. No issues spinning the stock. I've got one of those slow speed metal cutting units. I also irrigate the cut with water to keep the wax cool. Its the only way I can get a clean cut at the set RPM of the saw.
After reading threw the replies, I am now leaning toward building a purpose built router setup. I like the design you suggested.
why not just have someone make him a bunch of two part molds and pour them? Even plastic molds can handle that kind of heat. Aluminum would cool faster. Having a dozen or so molds can produce a shitload of castings in a hurry. Use a hot knife to smooth out any irregularities after casting.
dee
;-D
THIS! This was my first approach! I have made a couple of different molds. I've tried a variety of pouring methods, temperatures, etc. However, I have not been able to achieve a satisfactory result. I am fighting porosity, inconsistent shrinkage (seems dependent on pour angle and speed), and bad surface quality. This is why I am leaning towards machining now.. I think that the parts are just too small to cast efficiently. I am continuing to experiment with this though, as it would be the easiest (ie semi hands off) production strategy.
Thoughts ?
Apparently you haven't read other threads that go down this same path, mostly with "Arm waving"
of "I need this widjet, this big" on and on, ad nauseum.
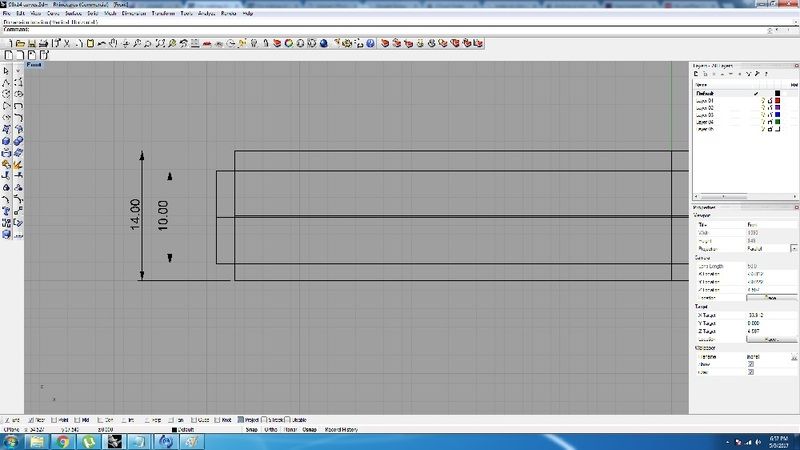
Make a DRAWING, and apply dimensions AND tolerances.
It is the language of machinist's.... worldwide.
Then we can suggest applicable production methods.
Yes, I am a NEWB! Apologies

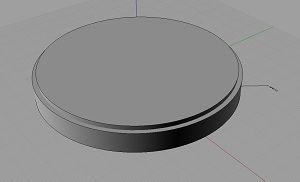
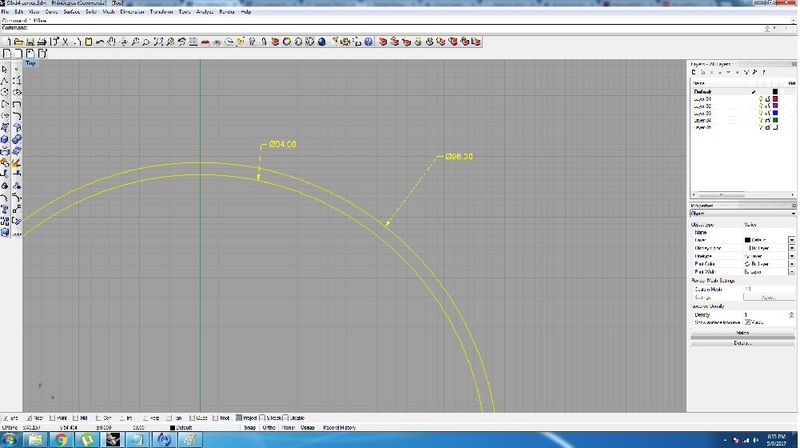
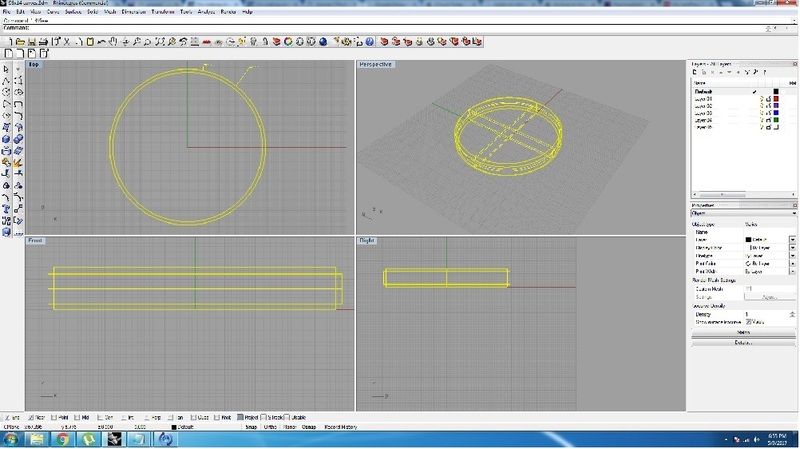
I did a quick drawing of the part I am making. Here are are some screen shots. Hopefully this will suffice.
ALL QUESTIONS: give tolerances and quantity (number per unit time)
Use a wire to cut the wax.
Use a die in an arbor press to form the part. You can pay a machinist to make the die. Make sure it has an ejector.
I am looking for a few min per unit time max. Ideally it would be seconds. Also, the tolerances are not terribly tight. I would say -+ 0.25mm or so.
Yes! This is what I am making. Thanks!
I am beginning to think this is too long of a post.... I will continue in another one after dinner.
Thanks!
-Greg