jellywerker
Plastic
- Joined
- Mar 26, 2016
Hi,
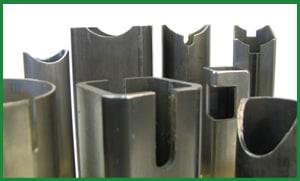
At work, we have a job that requires coping a piece of large rectangular tubing (2x4, 1/8th wall) to mate onto a 3in tube. Originally the job was done with a hole saw, but this left an awful surface finish (it's a cope, so no support in the middle/other side) and it required flipping the material. We moved to a boring bar, which is better (can do the cope in one setup, improved surface finish) but it's still incredibly abusive to the tool, slow, and I think there has to be a better way.
I've seen annular cutters, but we'd need 4in+ depth and 3in OD, which makes the tool cost incredibly steep.
We use the mill too much to set it up for horizontal milling every time we make these parts (made to order shop - we don't run parts for inventory) plus I don't think we have the skills to set that up and reset the mill correctly each time.
Long story short - is there a better tool we can be using to cut this cope, that I can stick in an R8 spindle somehow? Plunge cutting preferred so we can make the cut in 1-2 passes. If the answer is "get a 3in end mill" do you have suggestions on an insert tool that can do the job? We're cutting soft alloys, but I can't take the resharpening downtime when somebody chips the cutter.
Thanks all!
At work, we have a job that requires coping a piece of large rectangular tubing (2x4, 1/8th wall) to mate onto a 3in tube. Originally the job was done with a hole saw, but this left an awful surface finish (it's a cope, so no support in the middle/other side) and it required flipping the material. We moved to a boring bar, which is better (can do the cope in one setup, improved surface finish) but it's still incredibly abusive to the tool, slow, and I think there has to be a better way.
I've seen annular cutters, but we'd need 4in+ depth and 3in OD, which makes the tool cost incredibly steep.
We use the mill too much to set it up for horizontal milling every time we make these parts (made to order shop - we don't run parts for inventory) plus I don't think we have the skills to set that up and reset the mill correctly each time.
Long story short - is there a better tool we can be using to cut this cope, that I can stick in an R8 spindle somehow? Plunge cutting preferred so we can make the cut in 1-2 passes. If the answer is "get a 3in end mill" do you have suggestions on an insert tool that can do the job? We're cutting soft alloys, but I can't take the resharpening downtime when somebody chips the cutter.
Thanks all!