I'm curious....on a say, 1990 vintage 3 axis automatic surface grinder, does anyone here understand and can explain the electromechanical basics of how the Z axis actually functions on a typical machine of this ilk ? Some get pretty complicated with "roughing", fine feed and sparkout functions all automated. And yet it's not CNC or cam controlled.
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Note: This feature may not be available in some browsers.
Largest Manufacturing Technology Community on the Web
Stay Connected:
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Surface grinder with (electric) automatic downfeed.... how does this actually work ?
- Thread starter Milacron
- Start date
- Replies 17
- Views 8,904
metlmunchr
Diamond
- Joined
- Jul 25, 2004
- Location
- Asheville NC USA
A friend of mine has one about that age, a Harig IIRC. He had some problem a while back with the downfeed and it had a stepper motor driving it. He had called me (a sure sign of desperation on any electronic problem) and I made a WAG that it would have a stepper, stepper driver, and some means of sending X number of steps to the motor, depending on the amount of downfeed selected per pass. He told me later that was pretty much exactly how it worked, and they were able to replace the stepper motor cheaply since the original one was a standard frame size and not some irreplaceable special. It's been a while, but I'm thinking it turned out they'd originally used a stepper from Superior Electric, which made sense as that's the brand Bridgeport always used.
Lathe Fox
Aluminum
- Joined
- Jan 31, 2011
- Location
- St. Louis, MO, USA
From what metlmunchr said, it seems like most of them are just microcontrollers. So, in effect, it is like CNC, but there's a much more simple programming interface. No G Code or anything like that.
Heavey Metal
Banned
- Joined
- May 10, 2011
- Location
- Texas
My kents have a stepper motor on z and y and hyd. cyl .on x.
On the dial you can set step over,
When in auto it uses prox. switches and latching relays and a cycle counter.
You can set the feed and it will go so many steps when the z relay comes on .The last cycle you can reduce the feed and on the dial you can set the number of sparkout cycles (with no z movement).
You can move the prox switches to close up your grinding area.
On the dial you can set step over,
When in auto it uses prox. switches and latching relays and a cycle counter.
You can set the feed and it will go so many steps when the z relay comes on .The last cycle you can reduce the feed and on the dial you can set the number of sparkout cycles (with no z movement).
You can move the prox switches to close up your grinding area.
gradstdnt_99
Hot Rolled
- Joined
- Aug 17, 2004
- Location
- USA, Midwest
I have seen automatic Harig grinders and yes, they use an electric stepper motor to control the downfeed. I have a Jones & Shipman hydraulic grinder that has rapid and incremental downfeed. Rapid is controlled by an electric motor. It's not a stepped motor so its not smart enough for incremental movements. Small movements are handled by a hydraulic circuit actuating plungers that incrementally move the handwheel.my J&S grinder dates back to 1988.
CarbideBob
Diamond
- Joined
- Jan 14, 2007
- Location
- Flushing/Flint, Michigan
1990 maybe a microprocessor but usually not.
70's and early 80's, some BCD decade switches to set the amount, a pulse generator board, and a handful or hardwired relays to sequence it. Stepper to run the downfeed from the pulses.
My 70's Wit-o-Matic IC grinders had 120 genuine 4PDT relays to do the logic. A true joy to troubleshoot when one contact went bad. Many of these still running today.
Agathons had 30-40 standard boards filled with Nand and Nor gates and a very custom wirewrapped backplane for the logic.
Agathons were more advanced using stepper motors to control index angles, infeed amount, etc.
Wits use DC motors and limit and prox switches.
Both used cams to generate the radii on inserts.
Bob
70's and early 80's, some BCD decade switches to set the amount, a pulse generator board, and a handful or hardwired relays to sequence it. Stepper to run the downfeed from the pulses.
My 70's Wit-o-Matic IC grinders had 120 genuine 4PDT relays to do the logic. A true joy to troubleshoot when one contact went bad. Many of these still running today.
Agathons had 30-40 standard boards filled with Nand and Nor gates and a very custom wirewrapped backplane for the logic.
Agathons were more advanced using stepper motors to control index angles, infeed amount, etc.
Wits use DC motors and limit and prox switches.
Both used cams to generate the radii on inserts.
Bob
Chip Chester
Diamond
- Joined
- Dec 13, 2007
- Location
- Central Ohio USA
Just got a manual 6x12 Boyar Schultz, and already thinking about automation. If it weren't such a goofy idea, I would hook it up to my shaper for X travel and Y stepover. It's already engineered with the right stroke length, power, etc. But that would be goofy.  But not downfeed, tho. Sorry.
But not downfeed, tho. Sorry.
For that, I'd pick a minimum step size, then cut an appropriate rachet/pawl assembly and drive it with a solenoid. Fire multiple times for multiples of the minimum step.
Chip
But not downfeed, tho. Sorry.For that, I'd pick a minimum step size, then cut an appropriate rachet/pawl assembly and drive it with a solenoid. Fire multiple times for multiples of the minimum step.
Chip
cash
Titanium
- Joined
- Aug 8, 2007
- Location
- Greendale,WI
It can be done with stepper motors.
We had grinders retrofitted back in the 70's with very simple NC controls and stepper motors for the feed and cross travel.
The machines are long gone now but I think I still have some of the motor controls and motors in our storeroom.
We had grinders retrofitted back in the 70's with very simple NC controls and stepper motors for the feed and cross travel.
The machines are long gone now but I think I still have some of the motor controls and motors in our storeroom.
Johann Ohnesorg
Hot Rolled
- Joined
- Dec 7, 2005
- Location
- Germany
Motor controllers are availiable for small change, e.g Geckos. Powerful stepper motors, too. A normal computer can be used to comand those. For simple operations there are programs that cost less than 100 bucks. Not exactly what one would sell to a customer but good enough for an inhouse conversion of an old workhorse.
Cheers,
Johann
Cheers,
Johann
Chip Chester
Diamond
- Joined
- Dec 13, 2007
- Location
- Central Ohio USA
Cash,
Any systems complete and for sale for $notverymuch? If so, PM me! I'll be up in WI end-of-month...
Chip
Any systems complete and for sale for $notverymuch? If so, PM me! I'll be up in WI end-of-month...
Chip
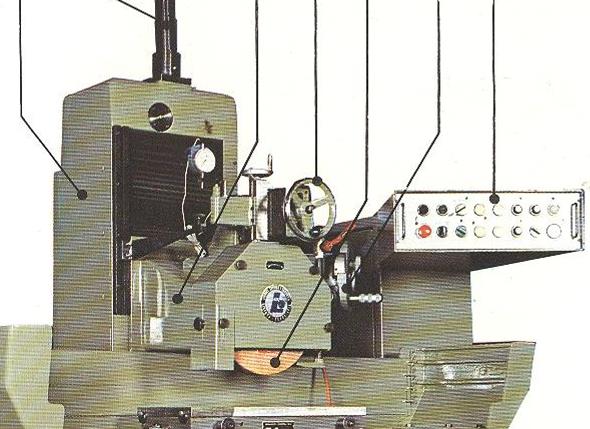
On the machine I'm currently dealing with, a Kikinda URB-A 1000 (made in Yugoslavia), the way auto downfeed works seems a bit different. There is a dial indicator hanging off to the left of the diamond wheel dresser. The dial indicator is the usual analog type but internally has wiring to react to 3 different situations. Fully extended it lights up the "off" LED, in between in lights up "fine" feed LED and compressed it lights up "roughing" LED.
In other words, you set a long bar that projects from the column such that it is in line with this dial indicator and make adjustments on a micrometer on the bar, plus there are adjustment screws on the dial indicator for when roughing, fine and off occur in the process ! In other words, by "compressed" I don't literally mean fully compressed, but just compressed enough for internals to complete a circuit, and that point is adjustable via a screw on the side of the dial indicator.
The actual mechanism by which the downfeed screw is turned is unclear but it appears to be an electrically activated cylinder of some sort that perhaps pushes on a rack to advance the feed in increments per push. There are two potentiometers on the main panel for "fine and rough grinding allowance".
Sounds weird, but aside from the slight PITA of adjusting that long bar on the column, seems very accurate at least. As the dial indicator is at the wheel dresser, and there is internal lever there, it even automatically compensates for any wheel size deviations resulting from dressing the wheel during the process.
Now the question is, does anyone understand what the heck I just typed ?")
In other words, you set a long bar that projects from the column such that it is in line with this dial indicator and make adjustments on a micrometer on the bar, plus there are adjustment screws on the dial indicator for when roughing, fine and off occur in the process ! In other words, by "compressed" I don't literally mean fully compressed, but just compressed enough for internals to complete a circuit, and that point is adjustable via a screw on the side of the dial indicator.
The actual mechanism by which the downfeed screw is turned is unclear but it appears to be an electrically activated cylinder of some sort that perhaps pushes on a rack to advance the feed in increments per push. There are two potentiometers on the main panel for "fine and rough grinding allowance".
Sounds weird, but aside from the slight PITA of adjusting that long bar on the column, seems very accurate at least. As the dial indicator is at the wheel dresser, and there is internal lever there, it even automatically compensates for any wheel size deviations resulting from dressing the wheel during the process.
Now the question is, does anyone understand what the heck I just typed ?
Last edited:
"Now the question is, does anyone understand what the heck I just typed ?"
Not sure. You mention compensation for dressing but you said it was Z axis. Wheel dressing affects the Y axis. Z is always the axis of spindle rotation. That would be crossfeed. Y is downfeed. X is traverse.
Not sure. You mention compensation for dressing but you said it was Z axis. Wheel dressing affects the Y axis. Z is always the axis of spindle rotation. That would be crossfeed. Y is downfeed. X is traverse.
You're right, I wasn't thinking when I plopped down "Z"...I just now edited Z to "downfeed" to avoid confusion...thanks for heads up."Now the question is, does anyone understand what the heck I just typed ?"
Not sure. You mention compensation for dressing but you said it was Z axis. Wheel dressing affects the Y axis. Z is always the axis of spindle rotation. That would be crossfeed. Y is downfeed. X is traverse.
Here's a photo that might help visualize the system. Hard to see the black T slot that the long arm rides in. The arm will rotate out of the way, but biggest problem I see with the idea are the times someone was previously grinding a rather thick part and then does a thinner part and forgets to rotate that arm out of the way !
One thing I forgot to mention on the Kikinda system is the auto setup is not as complicated as it sounds. You grind a test piece manually and then when piece is the thickness you desire, simply set the long bar and dial indicator so that it reads "zero".
Turn the "off" screw on left side of indicator until the off light comes on. Then raise the grinding wheel until indicator shows initial thickness of parts and adjust "on" screw until "roughing" LED comes on. And besides adjusting pots for fine and roughing allowance, that's it, ready to go for automatic downfeed on next parts.
Turn the "off" screw on left side of indicator until the off light comes on. Then raise the grinding wheel until indicator shows initial thickness of parts and adjust "on" screw until "roughing" LED comes on. And besides adjusting pots for fine and roughing allowance, that's it, ready to go for automatic downfeed on next parts.
Mark Rand
Diamond
- Joined
- Jul 9, 2007
- Location
- UK Rugby Warwickshire
Sounds like a nice, simple solution to the problem. Somewhere between "overly elegant" and "agricultural". Linking it to the overhead wheel dresser shows thought was involved in the design.
ratbldr427
Titanium
- Joined
- Mar 21, 2006
- Location
- jacksonville,fl.
If your grinder has a gear rack,the drive pinion must have a ratchet or roller clutch to turn the screw.It would be very accurate making one increment but the solenoid would have to pulse for multiple increments?I have a G&L with incremental down feed and all it uses is a constant running (when in auto df) motor with electric clutch that is controlled by a timing relay.The rotary switch has 10 .0001" positions to control the relay which controls the clutch pulse on time.It has a selector switch for plunge or surface grinding.When it hits the dial in position micro switches in the dial turn on a ratchet relay on that sparks out after 3 passes,shuts off and rapids the wheel up.They also offered a hydraulic o/head dresser with compensation control.No computer just micro switches and checking with an indicator it is very accurate(the tim/relay has a trim pot to fine adjust).I have the original invoice and was surprised that it sold for almost $80k in 1970.
John shipman automatic incremetal downfeed
Need help to understand functions on operator console of JS 1430 surface grinder
Actually Machine is purchased in good faith but found its not working, to repair same need to understand what are these functions ( Marked with black line)
Any one knowing please help
Arun goyal
Need help to understand functions on operator console of JS 1430 surface grinder
Actually Machine is purchased in good faith but found its not working, to repair same need to understand what are these functions ( Marked with black line)
Any one knowing please help
Arun goyal
Attachments

Similar threads
- Replies
- 26
- Views
- 7K
- Replies
- 3
- Views
- 3K
- Replies
- 13
- Views
- 4K