Situation - have to cut lengths of steel (low carbon) and Al (6061) tubing from roughly 5-10" in length.
Wall thicknesses range from 060-120 thou.
For this application, zero distortion is needed, 'zero' means something like 000-002" total diametrial error
Test:
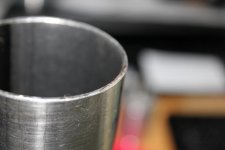
A 2.13" OD x 063 steel tube cut on a high speed chop saw with a high speed carbide blade, cuts great.
One end was the suppliers cut (bandsaw I assume) and then the opposite end is my cut.
Both have runout up to about 0055", both ends coincide (min/max dims are same location around the tube on both ends).
Thats too much! I need more like 0.002" max.
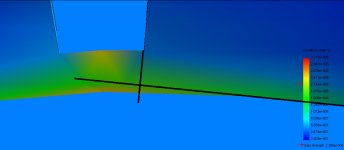
The error isnt so much "ovality" as a fairly narrow band about 1/2" wide around the point of max error,
it's not measuring 'egg shaped' as I'd expect for the term "ovality" i.e. the resulting distortion is not oval, its a round tube with two curved portions sticking out.
The distortion as measured with a bore-dial gauge ends about 3 inches down inside the tube, proving it's cutoff damage,
and not in the tube drawing. Max distortion is on the very end of the tube. Down inside the total error is more like 001-002"
It's apparently not distortion due to being clamped in the saw vise as the area clamped is not out of round, the distortion is on the end where the material is unsupported.
If I can't find a way to eliminate it, then it's onto honing, and thats expensive and time consuming.
How to fix this? Support the tube ID, during cutting, with some kind of expanding device like an exhaust pipe expander?
Straighten after cutting? How to do so without introducing ovality?
Band and chop saws cut all the way through the cross section, any benefit to engaging the blade just through the wall thickness then rotating the tube?
Is the damage due to initial contact of the blade that bends the tube or impact loading from the teeth?
Anyone dealt with this in the process of making semiconductor plant equipment?
Wall thicknesses range from 060-120 thou.
For this application, zero distortion is needed, 'zero' means something like 000-002" total diametrial error
Test:
A 2.13" OD x 063 steel tube cut on a high speed chop saw with a high speed carbide blade, cuts great.
One end was the suppliers cut (bandsaw I assume) and then the opposite end is my cut.
Both have runout up to about 0055", both ends coincide (min/max dims are same location around the tube on both ends).
Thats too much! I need more like 0.002" max.
The error isnt so much "ovality" as a fairly narrow band about 1/2" wide around the point of max error,
it's not measuring 'egg shaped' as I'd expect for the term "ovality" i.e. the resulting distortion is not oval, its a round tube with two curved portions sticking out.
The distortion as measured with a bore-dial gauge ends about 3 inches down inside the tube, proving it's cutoff damage,
and not in the tube drawing. Max distortion is on the very end of the tube. Down inside the total error is more like 001-002"
It's apparently not distortion due to being clamped in the saw vise as the area clamped is not out of round, the distortion is on the end where the material is unsupported.
If I can't find a way to eliminate it, then it's onto honing, and thats expensive and time consuming.
How to fix this? Support the tube ID, during cutting, with some kind of expanding device like an exhaust pipe expander?
Straighten after cutting? How to do so without introducing ovality?
Band and chop saws cut all the way through the cross section, any benefit to engaging the blade just through the wall thickness then rotating the tube?
Is the damage due to initial contact of the blade that bends the tube or impact loading from the teeth?
Anyone dealt with this in the process of making semiconductor plant equipment?