Pete F
Titanium
- Joined
- Jul 30, 2008
- Location
- Sydney, Australia
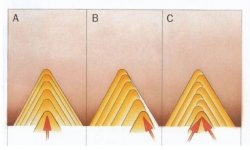
I've seen various statements over the years as to how the compound MUST be set at precisely 29.5 degrees or whatnot (for a 60 degree thread) in order to cut threads accurately lest an outbreak of 2 headed babies suddenly be born as a result of one's heathen activities in non-complying. However does it really matter? I just make sure the compound is less than half the included angle, and thus far no 2 headed babies have resulted. It seems to me that as one gets closer to 90 degrees the tool simply increasingly cuts on the trailing edge, to the point where if straight infeeding it's cutting both flanks equally. I've cut various thread forms with no particular attention to precisely setting the compound, definitely not "half degrees" that's for sure! The only one I can think of that's critical is a square thread, where the angle is by definition 90 degrees only.
I wonder if I'm missing something here, as I see this "29.5 degree" figure often coming up.
I wonder if I'm missing something here, as I see this "29.5 degree" figure often coming up.
")
")
 I think the last bit I ground for threading was a 45/5 buttress, and I'd rather set up to grind a tool accurately once than to have to set a compound accurately every time.
I think the last bit I ground for threading was a 45/5 buttress, and I'd rather set up to grind a tool accurately once than to have to set a compound accurately every time.