Ryland
Aluminum
- Joined
- Jul 13, 2007
- Location
- Lake Oswego, Oregon
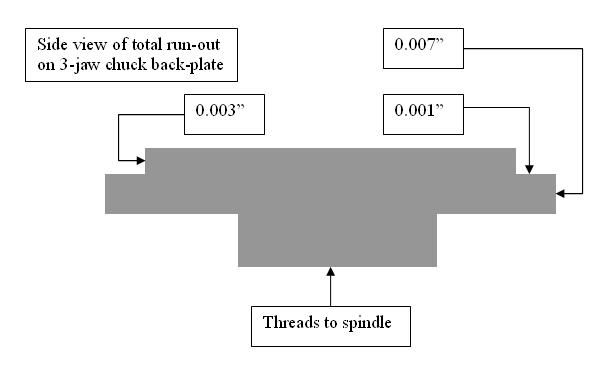
I am very new to the machining and this forum, I am only 15 years old. I bought a lightly used 3 jaw chuck off of PM. As expected it has quite a bit of runout because the backplate was not made on my lathe. When a piece of T6 Al tube is chucked up I measured 0.01" of runout about 1/4" away from the jaws. When I got it I took the chuck apart and cleaned it out and lubed it so there shouldn't be any foreign material in the scroll.
Here is a drawing of the run out as I measured it on the back plate:
Another problem is that how the holes in the backplate were drilled it is extremely difficult to bolt it to the chuck, it requires a lot of fudging and messing around to get it on. I have tried all the different combinations of holes in the chuck and the backplate and none of them are any better.
What do I need to do in order to get it to run true? I have already spent a while searching the archives of this forum and have not found anything that really fits my situation.
Thanks,
Ryland
Here is a drawing of the run out as I measured it on the back plate:
Another problem is that how the holes in the backplate were drilled it is extremely difficult to bolt it to the chuck, it requires a lot of fudging and messing around to get it on. I have tried all the different combinations of holes in the chuck and the backplate and none of them are any better.
What do I need to do in order to get it to run true? I have already spent a while searching the archives of this forum and have not found anything that really fits my situation.
Thanks,
Ryland
