stoneaxe
Stainless
- Joined
- Mar 2, 2010
- Location
- pacific northwest
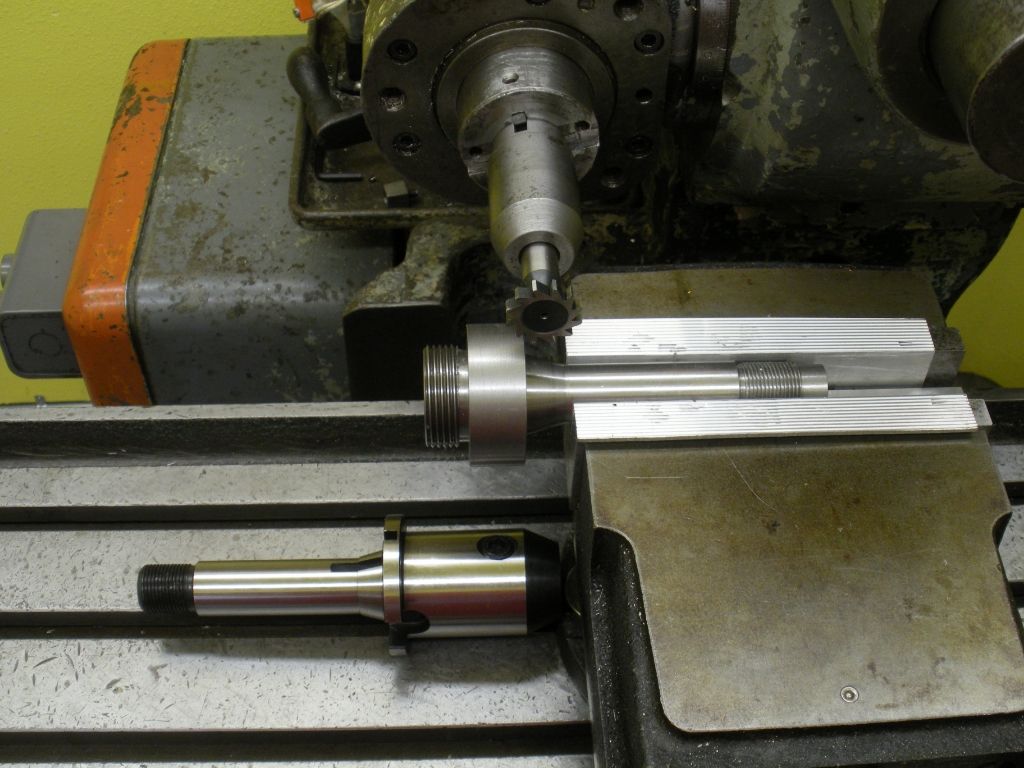
This is a shank/arbor for a boring head to VN 12 taper. I need to cut a keyway, and then two drive lug slots. A end mill holder with the desired features is shown laying on the mill table.
This is simple stuff for you guys, but bear with me- I do not know yet when my set ups are "good enough", "way overkill" or "destined for disaster"!
The arbor is set on parallels and clamped with aluminum pads. It is clamped offset in the vise jaws- do I need to use a spacer block on the open end of the vise jaws? Seems like it would be a good idea...at least it is shown as standard practice in the books. Or is there enough engagement?
How do I find exact centerline of the cut? So far, I have used a square on the mill table, and measured from the vertical leg set to bear on the arbor OD, to the cutter. This shows about .002 out, but I am not happy with the measuring-I am using a dig.caliper and it is difficult to hold it accurately to span between the square and the cutter.
After this cut, I will need to mill two 1/2" drive lug slots 180 degrees apart, and 90 degrees from the key slot. Indexing these cuts accurately is my next question- How?
This is simple stuff for you guys, but bear with me- I do not know yet when my set ups are "good enough", "way overkill" or "destined for disaster"!
The arbor is set on parallels and clamped with aluminum pads. It is clamped offset in the vise jaws- do I need to use a spacer block on the open end of the vise jaws? Seems like it would be a good idea...at least it is shown as standard practice in the books. Or is there enough engagement?
How do I find exact centerline of the cut? So far, I have used a square on the mill table, and measured from the vertical leg set to bear on the arbor OD, to the cutter. This shows about .002 out, but I am not happy with the measuring-I am using a dig.caliper and it is difficult to hold it accurately to span between the square and the cutter.
After this cut, I will need to mill two 1/2" drive lug slots 180 degrees apart, and 90 degrees from the key slot. Indexing these cuts accurately is my next question- How?
")