Neshek
Aluminum
- Joined
- Mar 17, 2010
- Location
- Wimberley, TX
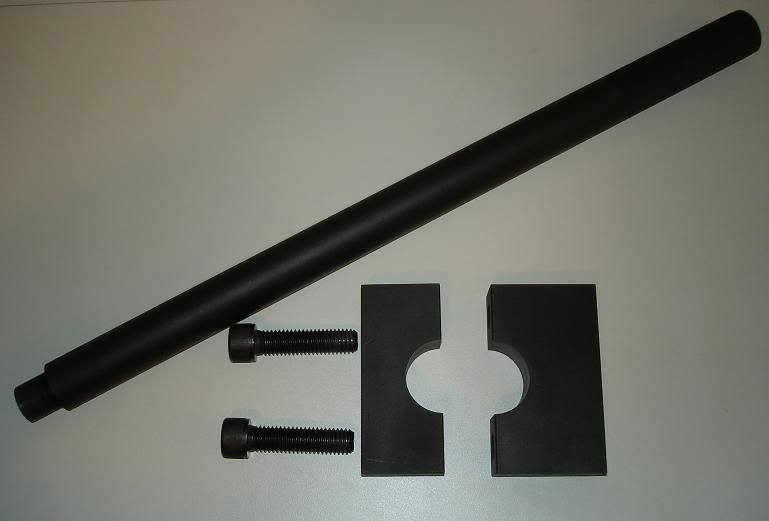
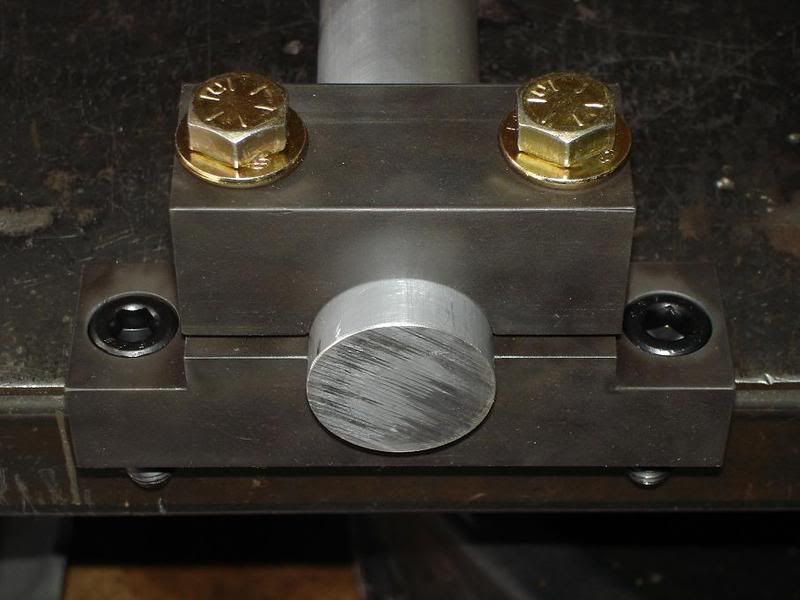
I am trying to build a barrel vise. I have it assembled with 4 studs to hold the top to the bottom. It is very similar to others I have seen. The material is from 1018 bar stock, 1.5 x 3 inches. I have been trying some experiments with steel and am not getting very far. I have aluminum shims to separate the top and bottom halves.
So I need to bore a hole through 3 inches of 1018 steel. I have a lathe (13x40 inches) and a Bridgeport milling machine to use. Here are the possibilities that I have thought of, but boring a 3 inch deep hole is puzzling me.
I can drill the starter hole out to 3/4 inch with drills I have.
1. I thought I would attach to a face plate and bore on the lathe. Unless I really balance the face plate I have to keep the rpms low. The vise material weighs about 16 lbs. I'm thinking this is not going to work.
2. I thought about using the mill and a boring head, but my boring head only accepts a 1/2 inch bar. Even if I keep it short, I don't think this is going to work due to flexure and chatter.
3. I could use a rotary table and end mills, but I think I'll still get a lot of chatter.
Okay, I am an amateur machinist at best and not a gunsmith at all, but I could use some suggestions.
Help?
Thanks in advance,
-Art
So I need to bore a hole through 3 inches of 1018 steel. I have a lathe (13x40 inches) and a Bridgeport milling machine to use. Here are the possibilities that I have thought of, but boring a 3 inch deep hole is puzzling me.
I can drill the starter hole out to 3/4 inch with drills I have.
1. I thought I would attach to a face plate and bore on the lathe. Unless I really balance the face plate I have to keep the rpms low. The vise material weighs about 16 lbs. I'm thinking this is not going to work.
2. I thought about using the mill and a boring head, but my boring head only accepts a 1/2 inch bar. Even if I keep it short, I don't think this is going to work due to flexure and chatter.
3. I could use a rotary table and end mills, but I think I'll still get a lot of chatter.
Okay, I am an amateur machinist at best and not a gunsmith at all, but I could use some suggestions.
Help?
Thanks in advance,
-Art