stevea2003
Plastic
- Joined
- Oct 30, 2009
- Location
- Sebastopol, Ca
How do you chamber between centers if your headstock is too deep to allow support of the muzzle end of the barrel?
Follow along with the video below to see how to install our site as a web app on your home screen.
Note: This feature may not be available in some browsers.
After you have chambered a couple of barrels this way, you will learn to appreciate a pumped coolant system whereby the coolant is pumped through a rotary union into the muzzle and out past the reamer, flushing chips and keeping that reamer in good condition, not to mention the time saved.
Then you will go out and buy a lathe for chambering that has the proper spindle dimensions for passing the barrel through with the muzzel held in a 4 screw cat head and dialed in to the bore.
PM me if you need photos.
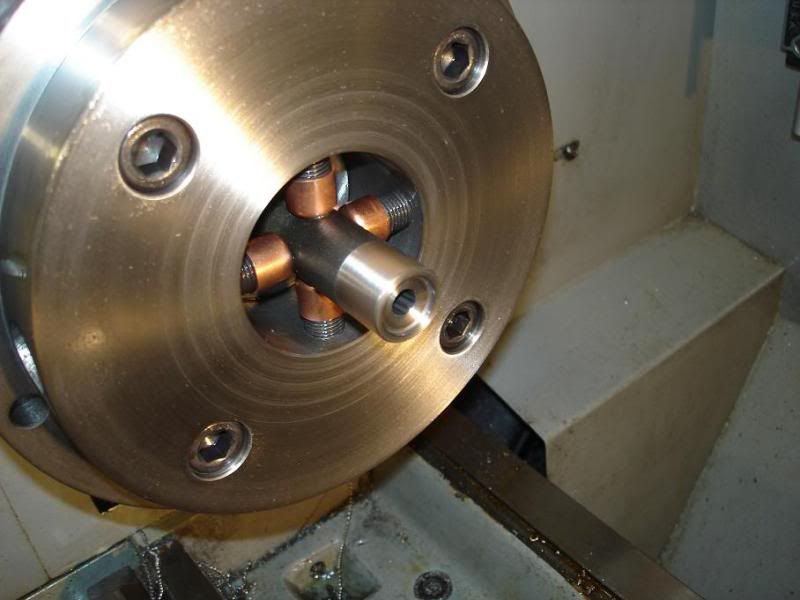
To eliminate having to dial in the barrel in the chuck and to overcome any run out between the bore and OD: Use a piloted countersink to produce a 60 degree center in the each end of the barrel, then strap the barrel with dog to a dead center in the headstock. The dead center can be through drilled to allow coolant to pass through it.
To strap the barrel to the center, use a faceplate partially threaded onto the spindle(assumea a threaded spindle), fasten the barrel and dog to the faceplate with a strong leather lace as tightly as possible, then tighten the faceplate to pull the lace tight.
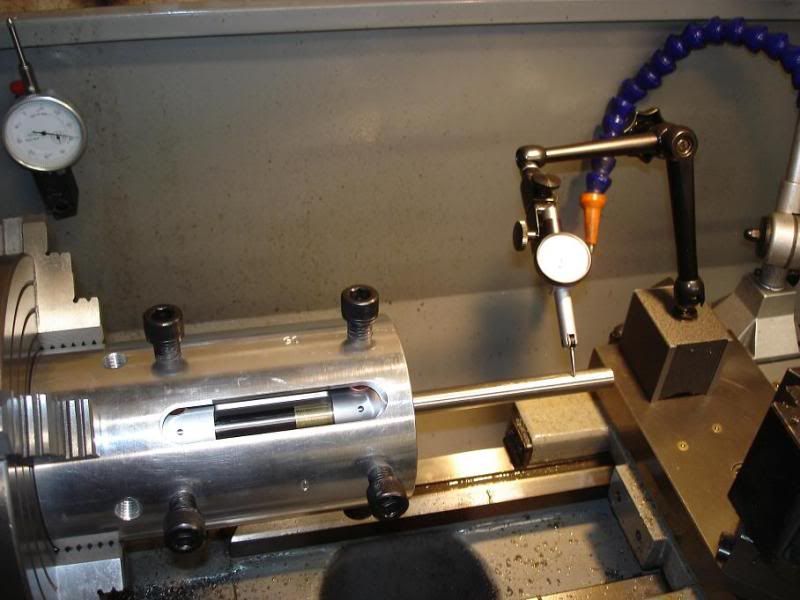
Then, using a center in the tailstock, turn the rear portion of the barrel to make the exterior concentric to the bore. Then mount the steady rest so it runs on the just turned section and back off the tailstock.
If you have a non-threaded spindle, getting the barrel firmly held to the headstock center will be slightly more difficult.

I made up a collar for the tail end of the spindle, bored for a piece of hollow Thomson ground stock and split with a clamp screw so the shaft can be adjusted for length. Runs true within a thou' or two. More than good enough since none of the barrels have a straight bore anyway ;-)
Hello wesg,
Is there any chance you could post a picture or two as I am needing some sort of support for barrels that don't make it all the way through my spindle.
Let me rephrase my original question -
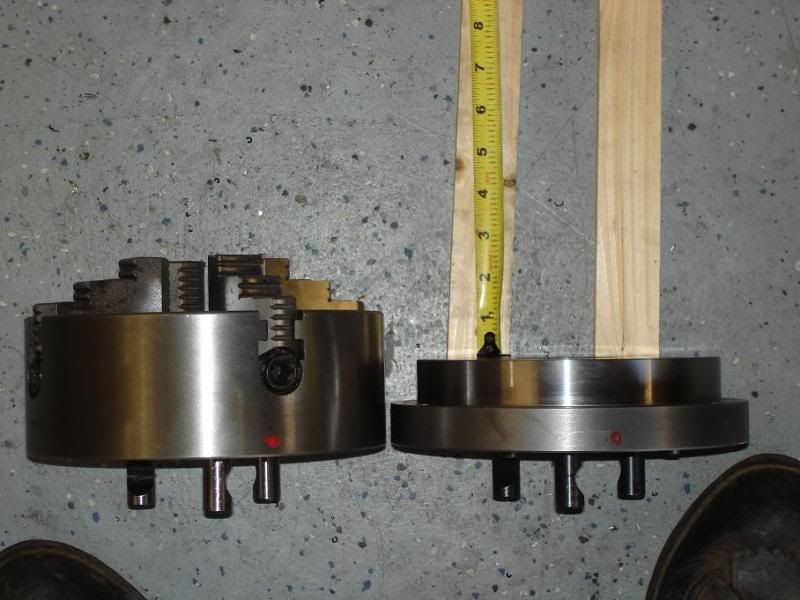
I have a SB 14 1/2 x 7' lathe, from the end of the shaft to the outside edge of the chuck it measures 28".
How do I chamber a 26" barrel?
I am just starting my learning process.


I have the device that 300sniper suggested but I still have too much spindle to support the outboard side of an eighteen inch barrel. I would greatly appreciate any ideas.
Shawn




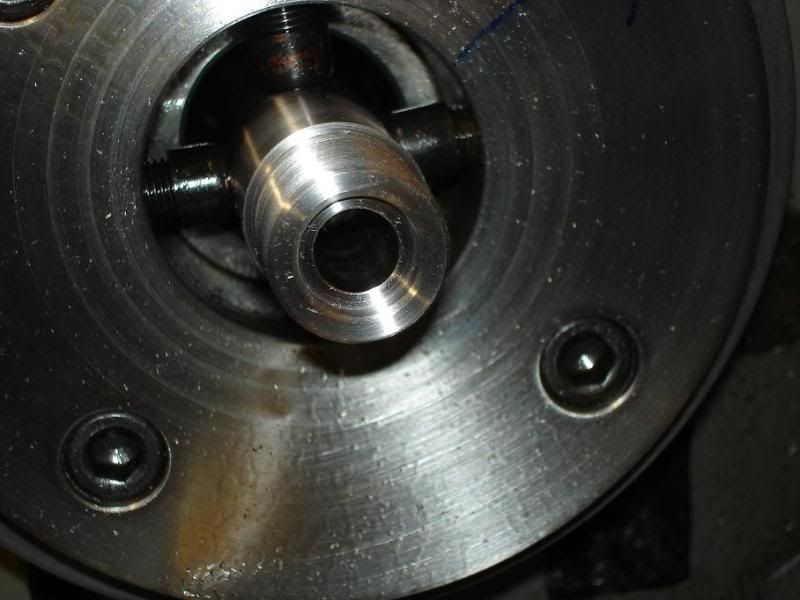
Here's another way to setup between centers...
Notice the bent lathe dog between the drive plate and plywood keeper...

Notice
This website or its third-party tools process personal data (e.g. browsing data or IP addresses) and use cookies or other identifiers, which are necessary for its functioning and required to achieve the purposes illustrated in the cookie policy. To learn more, please refer to the cookie policy. In case of sale of your personal information, you may opt out by sending us an email via our Contact Us page. To find out more about the categories of personal information collected and the purposes for which such information will be used, please refer to our privacy policy. You accept the use of cookies or other identifiers by closing or dismissing this notice, by scrolling this page, by clicking a link or button or by continuing to browse otherwise.