johnoder
Diamond
- Joined
- Jul 16, 2004
- Location
- Houston, TX USA
I built one of these about 25 years ago (for a customer) from drawings I made but no longer have. If enough people are interested in building one for themselves I can give a pretty good verbal description of what I did. It was for slow twist ML barrels.
John
Okay - here goes. I'll start this off and add to it as needed, either by editing this post, or replying as needed to following posts.
A sine bar rifling machine is not nearly as exotic as the name implies. Think of it as a rifling machine with a taper attachment akin to an engine lathe's. A way to rotate a rifling head without using traditional rifling guides, which at the very least are a PITA to make.
If you take a wide flange beam about 12 feet long that is a place to start. This should be about a W10X45, which is a nominal 10" deep and 8" wide beam with 5/8" thick flanges. You need to get the edges of those flanges machined on one side of the beam. I.E., two edges facing up, nice and flat their full length and both in the same plane(we have turned the beam on its side so these two edges can be the start of the "ways"). To those two edges, bolt on two 1" X 2" X 12 ft. lengths of 1018 cold drawn bar. This of course requires tapped holes in the edges of the beams, and drilled and counterbored holes (for socket head cap screws) in the 2" faces of the 1018 bars. Put 1/4-20 screws on 4" centers. When this is all lined up nice and parallel (you did clean off all burrs and chips and made sure screws were flush or below flush), with the screws tight, you have the beam with with the 1018 bars on, 2" faces facing up, centered on the flange thickness of the beam. Already it starts to look like a bed. Rig up some legs for this to get it up to your choice of working height. Your bed is is already a 700 lb plus assembly, so take care.
Here is a sketch of the beam with the machined edges highlighted, before drilling and tapping any holes for the 1" X 2" 1018 bars
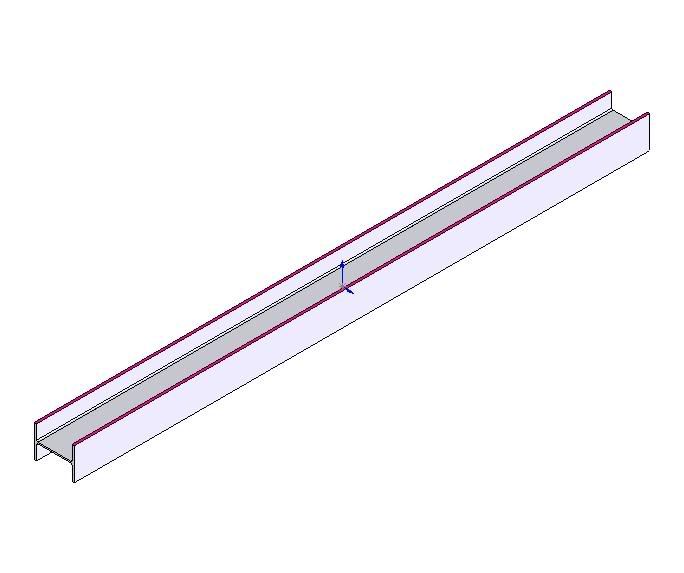
(more later)
[This message has been edited by johnoder (edited 08-17-2004).]
John
Okay - here goes. I'll start this off and add to it as needed, either by editing this post, or replying as needed to following posts.
A sine bar rifling machine is not nearly as exotic as the name implies. Think of it as a rifling machine with a taper attachment akin to an engine lathe's. A way to rotate a rifling head without using traditional rifling guides, which at the very least are a PITA to make.
If you take a wide flange beam about 12 feet long that is a place to start. This should be about a W10X45, which is a nominal 10" deep and 8" wide beam with 5/8" thick flanges. You need to get the edges of those flanges machined on one side of the beam. I.E., two edges facing up, nice and flat their full length and both in the same plane(we have turned the beam on its side so these two edges can be the start of the "ways"). To those two edges, bolt on two 1" X 2" X 12 ft. lengths of 1018 cold drawn bar. This of course requires tapped holes in the edges of the beams, and drilled and counterbored holes (for socket head cap screws) in the 2" faces of the 1018 bars. Put 1/4-20 screws on 4" centers. When this is all lined up nice and parallel (you did clean off all burrs and chips and made sure screws were flush or below flush), with the screws tight, you have the beam with with the 1018 bars on, 2" faces facing up, centered on the flange thickness of the beam. Already it starts to look like a bed. Rig up some legs for this to get it up to your choice of working height. Your bed is is already a 700 lb plus assembly, so take care.
Here is a sketch of the beam with the machined edges highlighted, before drilling and tapping any holes for the 1" X 2" 1018 bars
(more later)
[This message has been edited by johnoder (edited 08-17-2004).]
