New here and looking to buy a lathe. I have a whole list of projects that I would like to do. I have read many of the what lathe to buy threads and I am not looking for that advice. Some of my projects will be barrel threading and chambering. Not looking for advice on that either. I have read the threads on the different ways to thread and chamber barrels. The method most appealing to me is to do threading and chambering between centers. Based on the lathe advice threads you need a large lathe with 35 to 40 inches between centers. Those are big lathes.
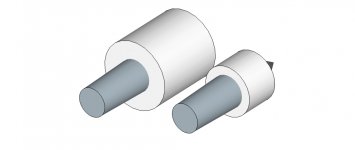
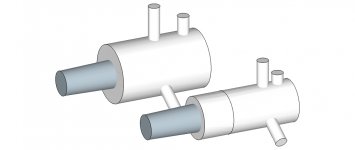
So here is my question and I will use a Logan model 940 lathe as an example because I know of one for sale at a reasonable price. A Logan 940 has a 1 3/8 spindle bore but is only 24 inches between centers at best. To get more distance between centers would it work to make a spider with a dead center in it. I may be using incorrect terminology here. I don't know the length of the spindle on a Logan 940 but it has to be around 12 inches or more. This would give a between centers distance of at least 36 or so inches with a dead center mounted on the end of the spindle. Attached are two crude Google Sketchup images of what I am calling a spider dead center.
One version has a bushing bored to hold a MT#3 dead center. The bushing would fit inside the spindle bore and would be secured by set screws. The spindle would have to be drilled and tapped for the set screws.
The other version would fit over the outside of the spindle with set screws in the spider to hold it to the spindle.
If this is a good solution it would open up a larger selection of lathes that I could chose from.
If this is a really dumb idea it won't be the first time someone has told me that I am not playing with a full deck of cards.
So what do you think?
Chuck
PS I am retired and recently went back to being a dirt dweller after living on my sailboat for a number years.
So here is my question and I will use a Logan model 940 lathe as an example because I know of one for sale at a reasonable price. A Logan 940 has a 1 3/8 spindle bore but is only 24 inches between centers at best. To get more distance between centers would it work to make a spider with a dead center in it. I may be using incorrect terminology here. I don't know the length of the spindle on a Logan 940 but it has to be around 12 inches or more. This would give a between centers distance of at least 36 or so inches with a dead center mounted on the end of the spindle. Attached are two crude Google Sketchup images of what I am calling a spider dead center.
One version has a bushing bored to hold a MT#3 dead center. The bushing would fit inside the spindle bore and would be secured by set screws. The spindle would have to be drilled and tapped for the set screws.
The other version would fit over the outside of the spindle with set screws in the spider to hold it to the spindle.
If this is a good solution it would open up a larger selection of lathes that I could chose from.
If this is a really dumb idea it won't be the first time someone has told me that I am not playing with a full deck of cards.
So what do you think?
Chuck
PS I am retired and recently went back to being a dirt dweller after living on my sailboat for a number years.