UberPrutser
Aluminum
- Joined
- Mar 17, 2016
I'm fixing up an old lathe and last week I did some testing.
I adjusting the pre-load on the bearings and started the lathe at 400rpm.
I monitored the temp on the outside of the headstock and after about a half hour it up to about 32C (90F)
After the warm up I noticed that it was a bit harder to get the spindle running. But it wasn't binding it just felt a bit of. I did some testing and it turned out pretty ok for an old machine like this.
When cooled down again I noticed that the drag on the spindle wasn't the same for a full rotation.
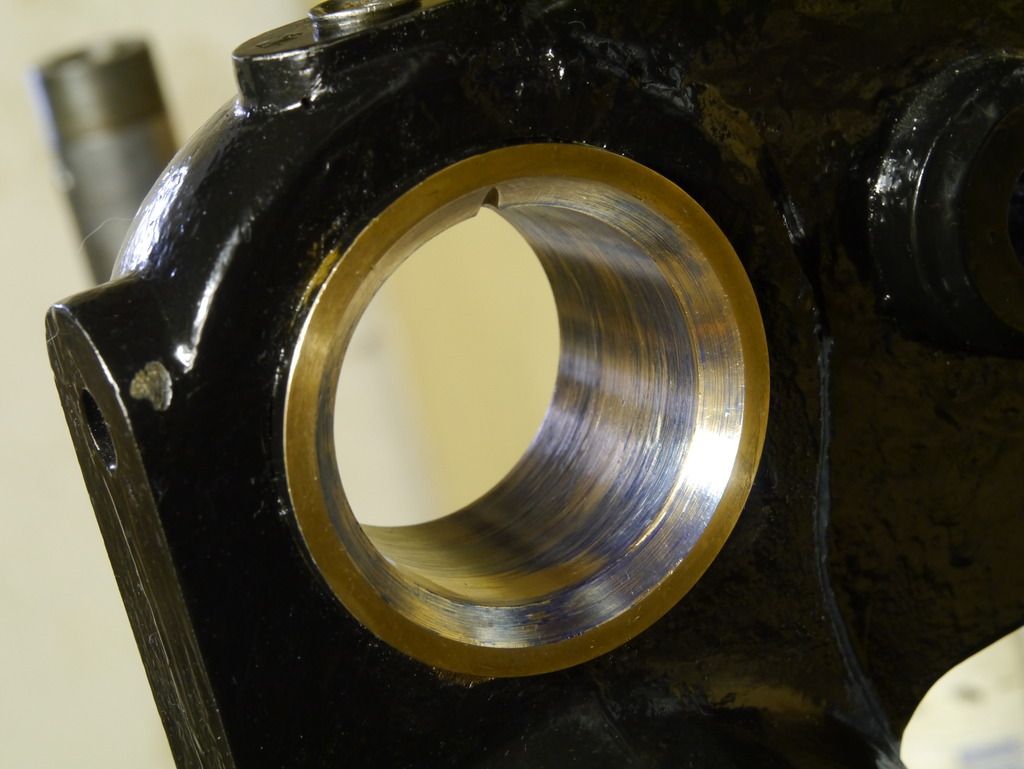
So I took the spindle apart and did some (novice warning) permanent marker high spot testing")
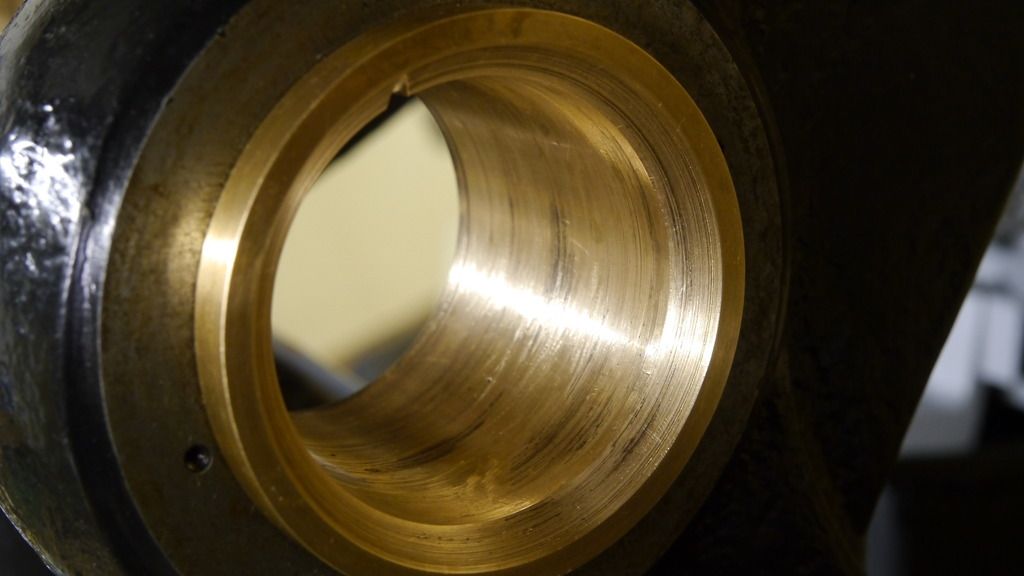
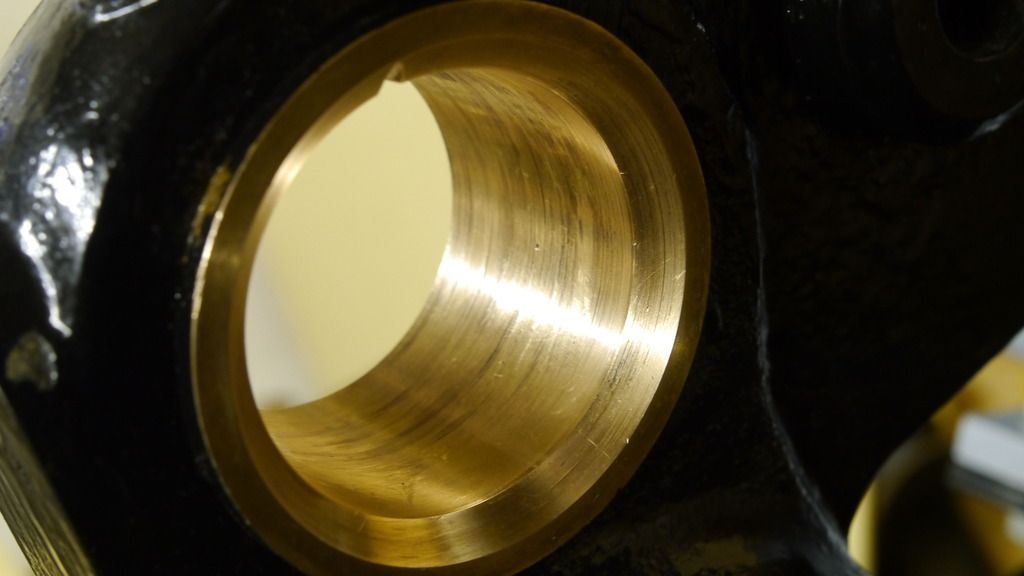
This told me that the front bearing is only running on the front 45 degree trust tapered part of the bearing. And the rear is only running on a small part of the normal taper and doesn't make contact with the trust part of the bearing. The rear (bearing sleeve) is also almost impossible to turn when using the permanent maker.
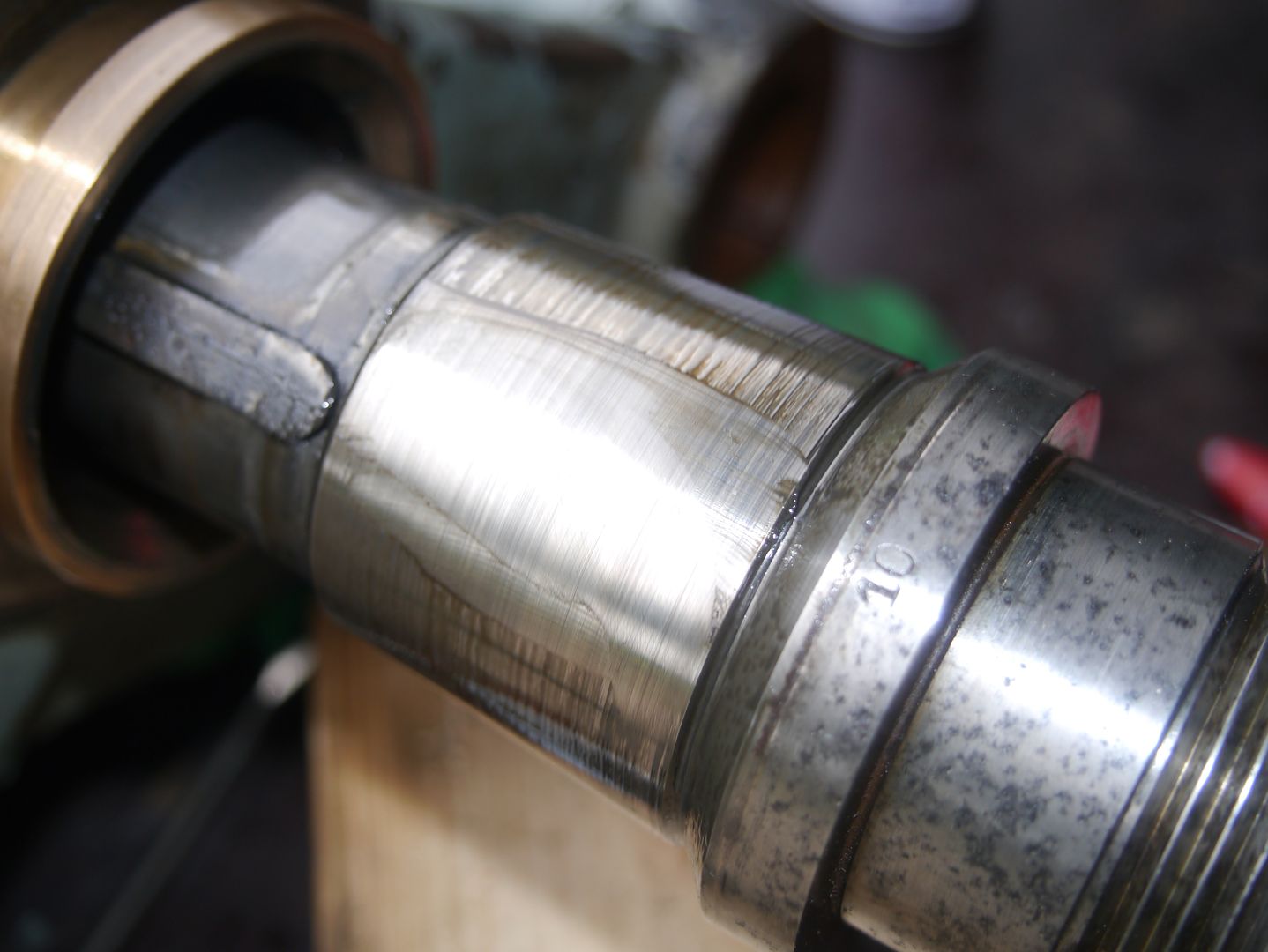
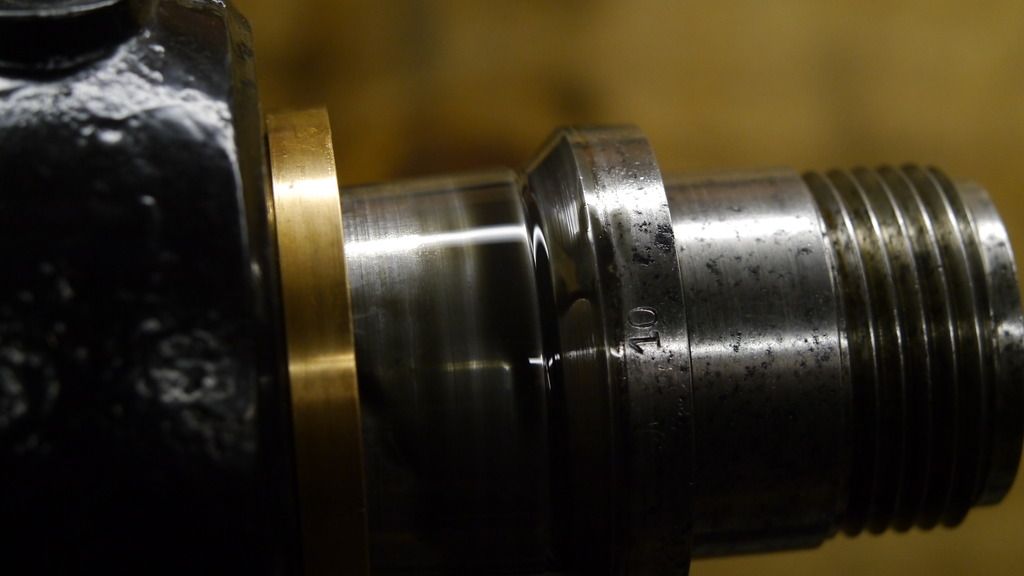
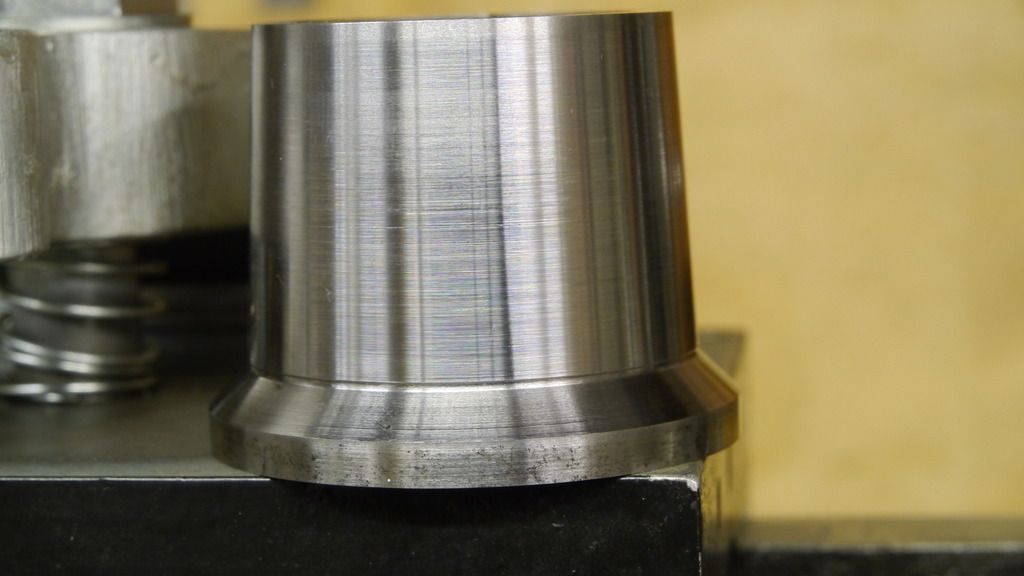
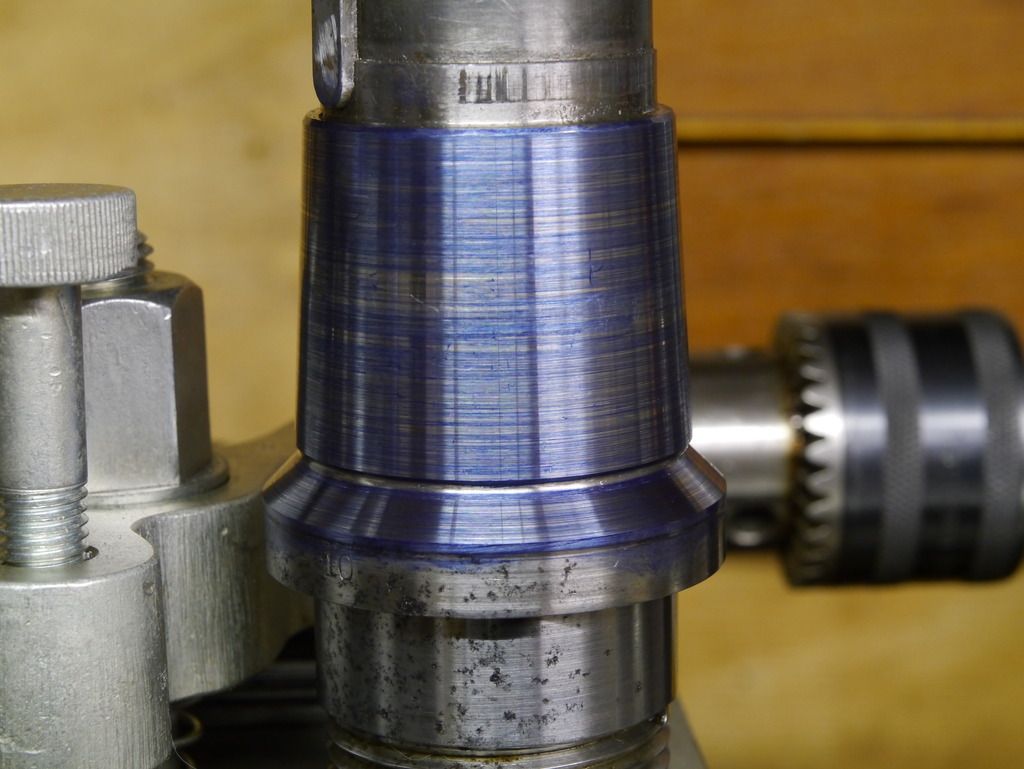
Here are some pictures of my permanent marker high spot test.
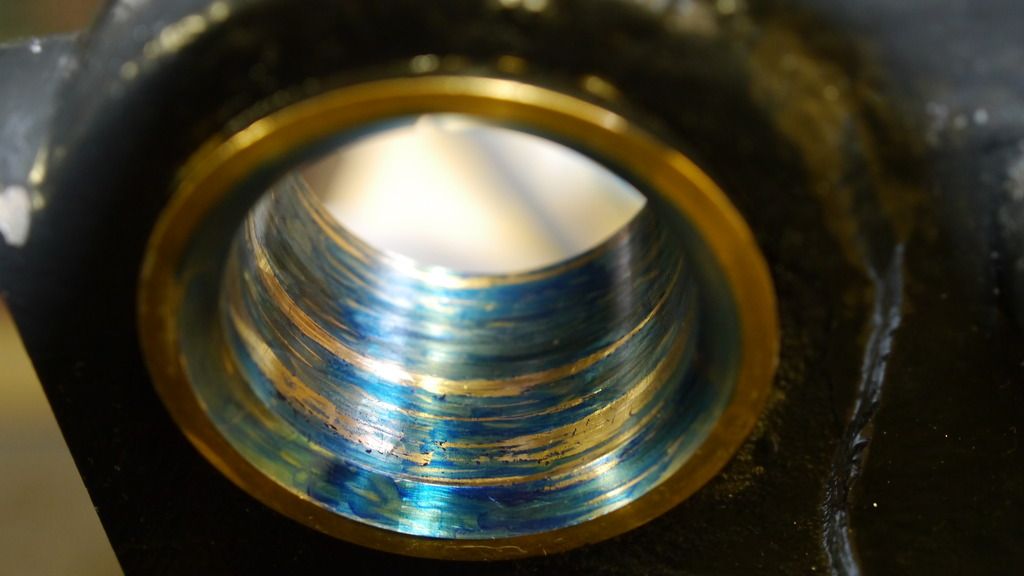
Front bearing. Only running on the 45 degree taper.
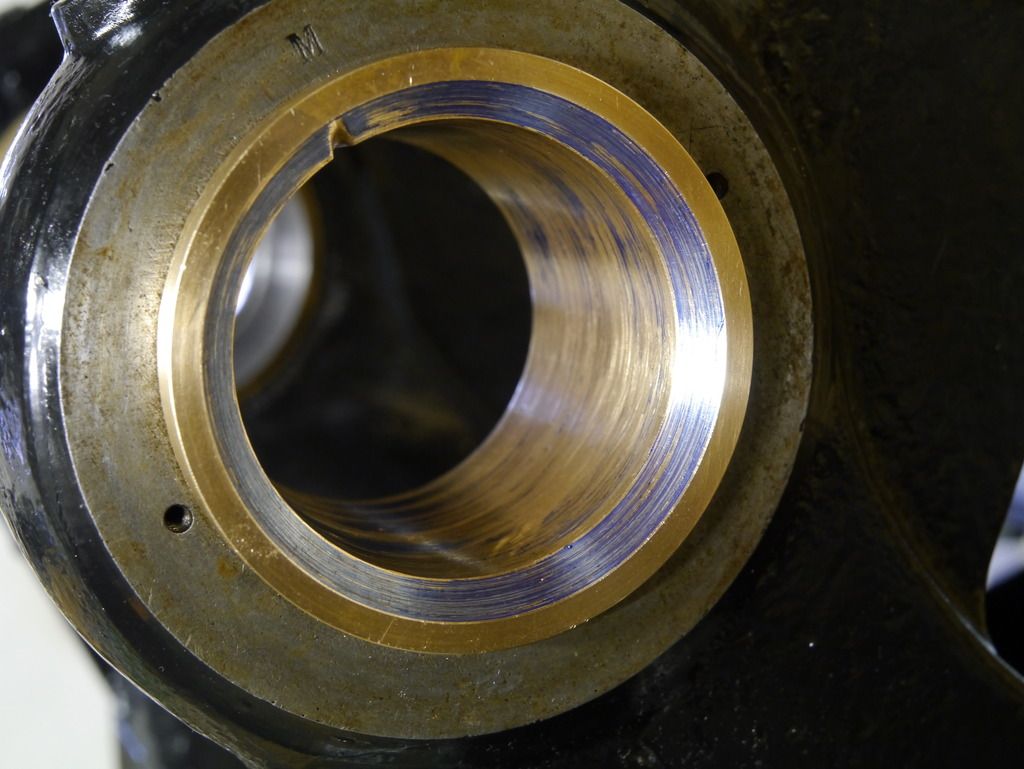
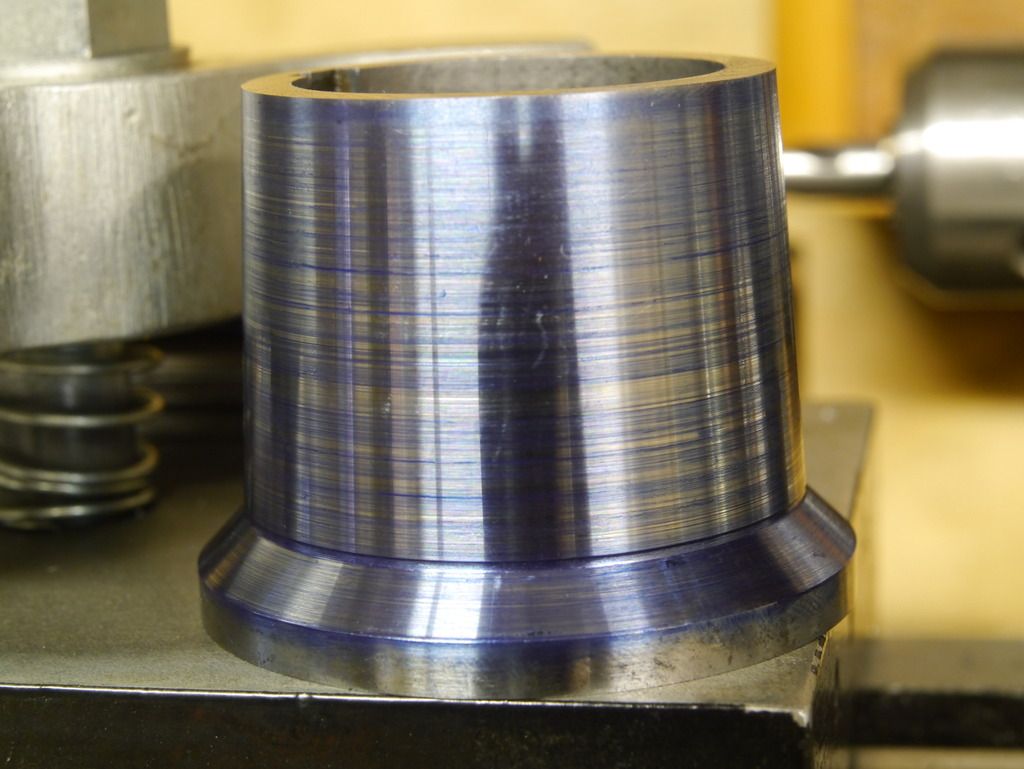
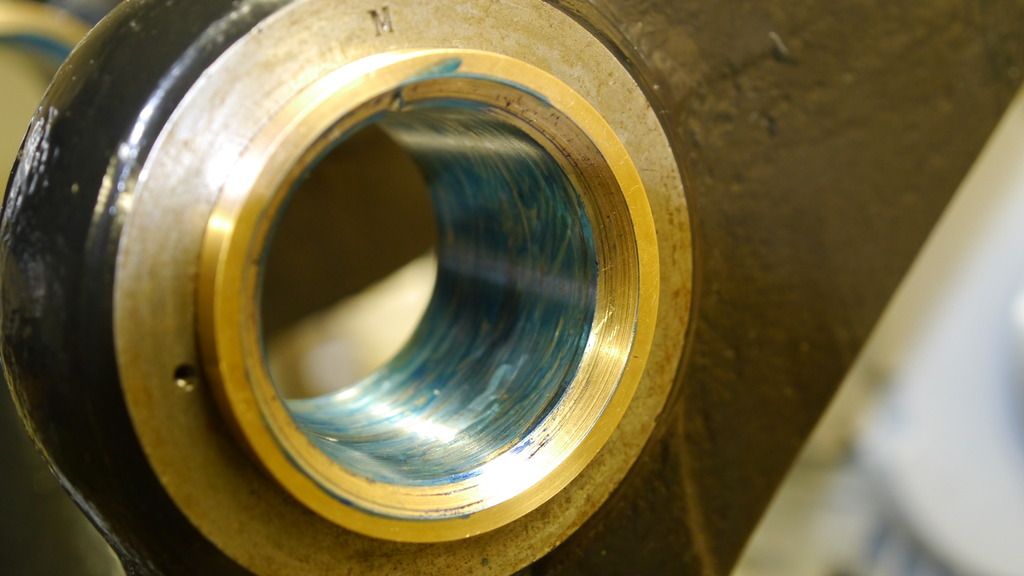
Rear bearing. Only running a bit on the normal part of the bearing. Notice the permanent maker flaking. It might have caused the extreme drag on the bearing sleeve.
Now I'm planning to make a scraper from an old HSS hacksaw blade and remove a bit of the front bearings 45 trust taper and some of the rear bearings normal taper. But I'm scared that I'll mess things up. I only have one shot at doing this right. Any advice would be appreciated.
I have some video about assembling the headstock and testing the lathe. I gives a better look at the spindle design and the bearings. It also shows the warm-up procedure I did.
Headstock assembly: Reassembling an old lathe - Part 3/3 - The Headstock - YouTube
Warm-up and test cut: The old lathe takes its first cut after restoration - YouTube
I adjusting the pre-load on the bearings and started the lathe at 400rpm.
I monitored the temp on the outside of the headstock and after about a half hour it up to about 32C (90F)
After the warm up I noticed that it was a bit harder to get the spindle running. But it wasn't binding it just felt a bit of. I did some testing and it turned out pretty ok for an old machine like this.
When cooled down again I noticed that the drag on the spindle wasn't the same for a full rotation.
So I took the spindle apart and did some (novice warning) permanent marker high spot testing
This told me that the front bearing is only running on the front 45 degree trust tapered part of the bearing. And the rear is only running on a small part of the normal taper and doesn't make contact with the trust part of the bearing. The rear (bearing sleeve) is also almost impossible to turn when using the permanent maker.
Here are some pictures of my permanent marker high spot test.
Front bearing. Only running on the 45 degree taper.
Rear bearing. Only running a bit on the normal part of the bearing. Notice the permanent maker flaking. It might have caused the extreme drag on the bearing sleeve.
Now I'm planning to make a scraper from an old HSS hacksaw blade and remove a bit of the front bearings 45 trust taper and some of the rear bearings normal taper. But I'm scared that I'll mess things up. I only have one shot at doing this right. Any advice would be appreciated.
I have some video about assembling the headstock and testing the lathe. I gives a better look at the spindle design and the bearings. It also shows the warm-up procedure I did.
Headstock assembly: Reassembling an old lathe - Part 3/3 - The Headstock - YouTube
Warm-up and test cut: The old lathe takes its first cut after restoration - YouTube