northeast confederate- wawoodman
You have a mill. You have a vise. Hopefully you have a set of parallels. You have some sort of stop to reposition the tool in the vise.
Get your hunk of 1-1/4" stock, and the first thing you'll want to do is square it up.
After that-
On top of your mill, you'll find a couple of bolts that will move the entire head forward and back. Bring the head forward, after dropping the table down.
Also, you'll find some bolts that will loosen the head of your mill to allow the head to tilt forward- moving the tool towards the back of the machine. Move the head until you have it set at a 45 degree angle.
You may need to bring the head out some more now, as when you tilted the head things got a bunch closer, didn't they? Move the head until the tool is centered (or so) over the vise.
Clamp all the mill bolts tight, now, O.K.?
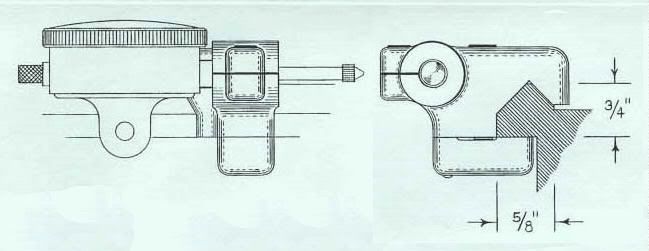
Clamp up your piece, against the work stop, and take a few passes until you can measure approximately .625 on the flats you've milled.
This will be towards one side of the stock-
Allow room for 2 1/4"-20 holes and 1 5/16"-18 hole, all in a line parallel to your "V", to be explained later. Also, leave enough for the through hole for your stop bolt or indicator.
The 1/4"-20 holes don't show on Paula's pictures, but they are there and you'll want them.
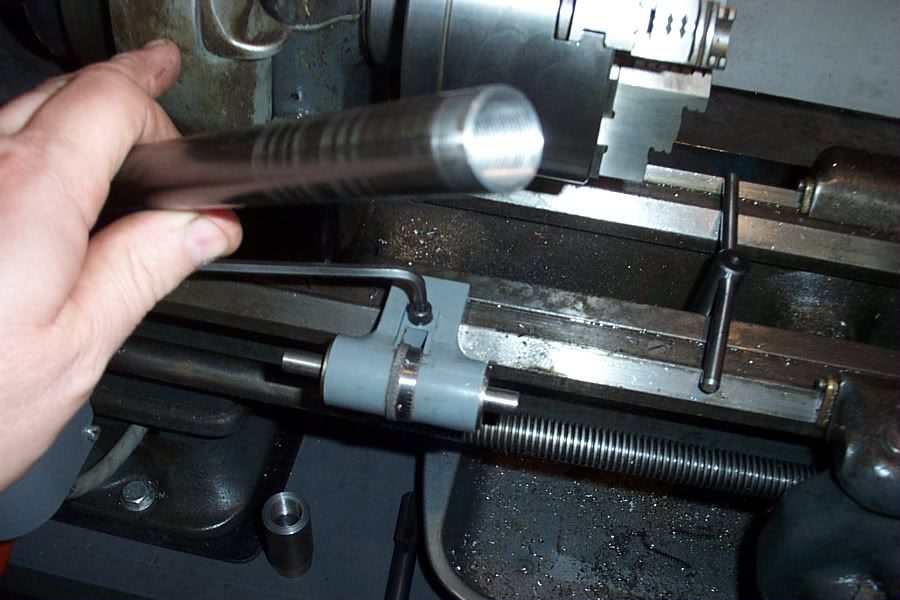
Take the piece out, put it on the "V" of the way and see how it fits. You'll be pretty close. If not, back in the vise against your stop, and have at it until you like it.
For the clamp, machine a flat piece with a small relief, see Paula's pictures, and drill and tap your 1/4-20 and 5/16" holes. The 1/4" holes are for brass-tipped setscrews used for leveling and spacing the lower clamping plate, and transfer the 5/16" hole through to the top piece with the "V" way cut into it. Drill this transfer hole a letter"P' drill, to allow the 5/16" bolt clearance. This clamps the thing together.
Next step is figuring out if you want to put an indicator in there or a stop bolt. That's up to you.
You can do this. With the price of junk micrometer stops on e-bay now over $80.00, this is a fun way to educate tourself on your mill and save some bucks at the same time.
When you get your job done, you'll need to tram the head of your mill so it's cutting straight, but that's a thought for a different thread- or PM me. I'll work you through it.
Again, you can.
Paula- I'm in awe of your resources, and also your ability to cut-and-paste things from your archives to this site. Great help. I've been a browser for some time, and your experience has helped innumerable people.
Billy