Tex-VA
Cast Iron
- Joined
- Jan 16, 2008
- Location
- Northern VA - USA
Some of you asked about Acme Taps for the 7/16" LH and 3/8" RH screws. I bought some from e-taps in FLA. When I got them I put them in a drawer and hadn't really looked at them. A few days ago I took them out and for the first time I measured them and the two finish ones seemed way too large. I got out the Machinery's Hand Book and looked up Acme Taps. Unfortunately, the information was not clear to me. The .4375 tap was .477 in diameter, that's almost .040 over 7/16". From what I see, South Bend cut the internal acme threads a few tho over? I have a 1/2" LH Acme Tap I used for tail stock rams and it .514 which is .014 over .500. I call ed E-Taps and spoke with a gentleman there and he sent me the below chart:
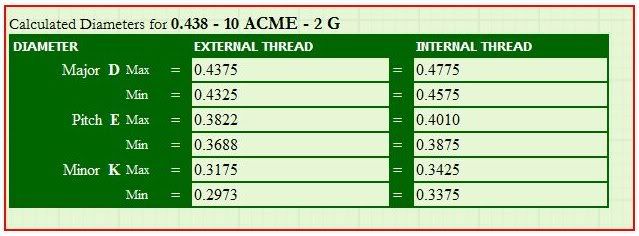
Does any one of you know if this is right? I don't want to use the taps to see how they fit, for now I'll keep them new. I suppose I might be stuck with these expensive taps, oh well, live and learn. May be e-taps will take them back in trade if I order others but at this point I'm not sure what I need. If I find out anything, I'll post it on this thread. Also, I'm not complaining about E-Tap, they have been helpful so far, I'm over my head here.
Thank you, Tex
Does any one of you know if this is right? I don't want to use the taps to see how they fit, for now I'll keep them new. I suppose I might be stuck with these expensive taps, oh well, live and learn. May be e-taps will take them back in trade if I order others but at this point I'm not sure what I need. If I find out anything, I'll post it on this thread. Also, I'm not complaining about E-Tap, they have been helpful so far, I'm over my head here.
Thank you, Tex
") i bought a "lot" of machinist tools on fleabay. and it it i got what looks like a brand new acme thread tap it was marked on the box as "Reagal cutting tools 25/32-8 NA2GDBL LEADACME4FL X 9 0/AN2758 MOD201502-01" ON THE OUTER CARTON.AND "REGAL USA 210502N! 25/32-8 NA2G DB.LD ACME N2758 MOD" on the tool shank. My question is what size is it? I cant find anything like a 25/32" acme tap on any site that I have checked, and the largest diameter on this tool is .804 The tool is Apx. nine inches long and looks in perfect shape.I would like to get some use out of it but I am a newbie at this and have no idea what this is size wise. I would need to either buy the matching rod or make it on my sb9a but I have to know what size we are talking first
i bought a "lot" of machinist tools on fleabay. and it it i got what looks like a brand new acme thread tap it was marked on the box as "Reagal cutting tools 25/32-8 NA2GDBL LEADACME4FL X 9 0/AN2758 MOD201502-01" ON THE OUTER CARTON.AND "REGAL USA 210502N! 25/32-8 NA2G DB.LD ACME N2758 MOD" on the tool shank. My question is what size is it? I cant find anything like a 25/32" acme tap on any site that I have checked, and the largest diameter on this tool is .804 The tool is Apx. nine inches long and looks in perfect shape.I would like to get some use out of it but I am a newbie at this and have no idea what this is size wise. I would need to either buy the matching rod or make it on my sb9a but I have to know what size we are talking first