Paula
Titanium
- Joined
- Sep 16, 2005
- Location
- Indiana, USA
The MLA-23 Toolpost is the latest in a long line of machine accessory kits offered by Metal Lathe Accessories. While these kits are designed primarily for use with the South Bend 9”/10k lathes, some of the MLA accessories can be adapted for use with other brands and sizes of machinery. Having machined and used a number of MLA items, I can heartily attest to the high quality of materials and documentation.
The MLA-23 toolpost is of the “quick-change” type, designed to accommodate a variety of user-made tool holders, securely locked to an expanding dovetail tool block. This is an ideal project for the home-shop lathe user who enjoys the challenge/reward of making their own tools, and is looking to upgrade from the lantern-style toolpost.
With this thread, I will outline my experience in machining the MLA-23 toolpost. For those machinists contemplating making one for themselves, keep in mind that this treatise gives only one approach to the building process, and you are encouraged to apply your own skills as you see fit, the goal being to arrive at a result that satisfies your own individual tastes. A mill is not absolutely necessary to machine the toolpost, though it would no doubt make the job easier. I didn’t have one when I began the project, so I wound up using a South Bend milling attachment on my 9A lathe, enhanced with a South Bend shaper vise. (You can read more about it here.)
Unlike most of the MLA kits, the MLA-23 uses no castings. However, the kit includes all of the materials and hardware needed to complete the toolpost, along with excellent drawings and instructions:

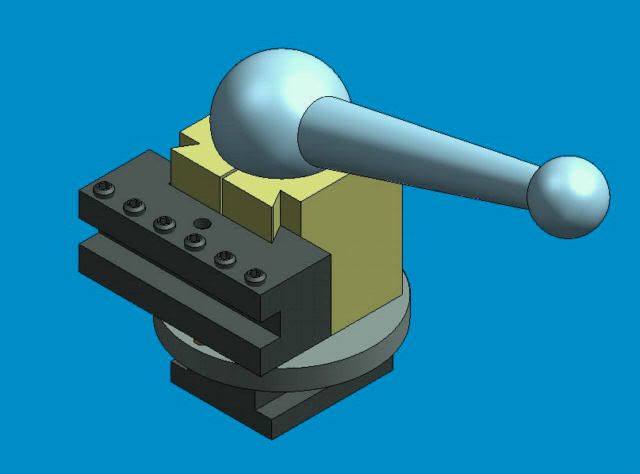
Mostly as an exercise, and just for the heck of it, I drew up the toolpost in Solid Edge (3D CAD system). Here’s a view of the assembly resulting from that effort (notice that I elected to use a tapered-style ball handle):
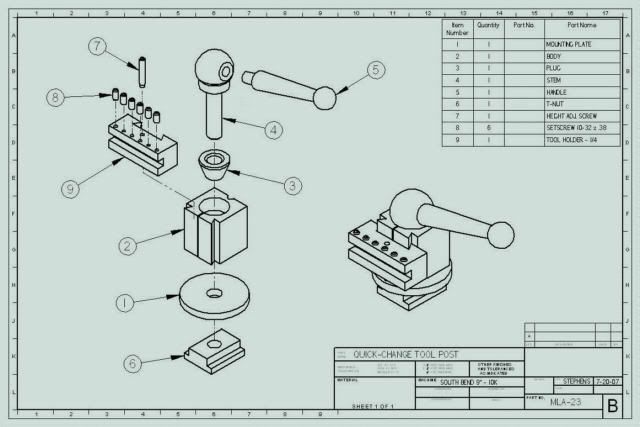
And here’s an exploded view, giving a clearer idea of how the toolpost is constructed:
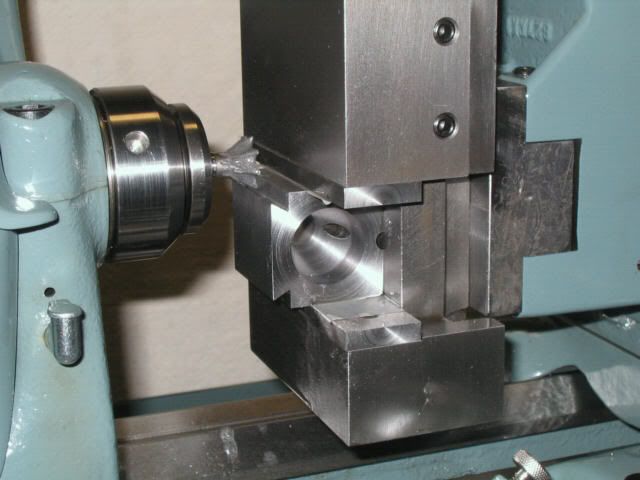
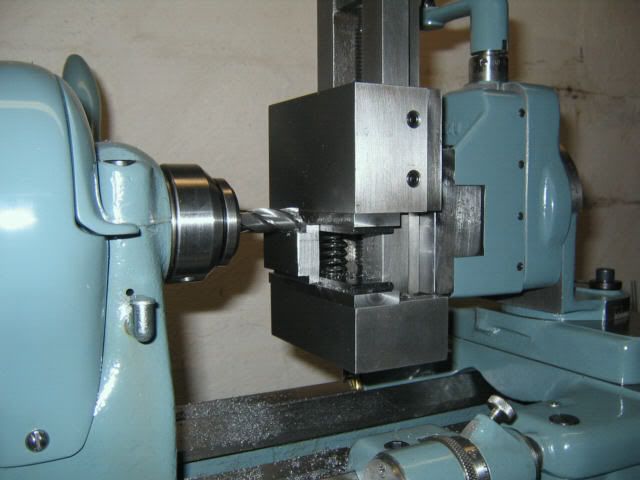
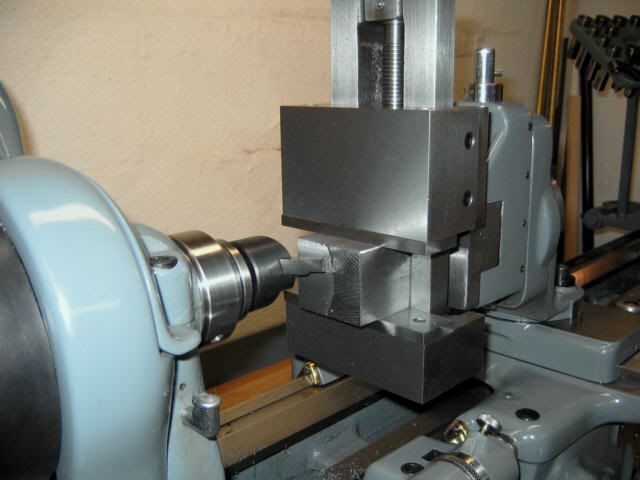
To get things off to an easy start, I began with the T-NUT. The kit includes a hunk of CRS for making this item. Though dimensions are included in the drawings, be sure to check the actual slot in your lathe’s compound to verify the correct size. Start by machining the overall size of the nut, and then notch the two corners as required:
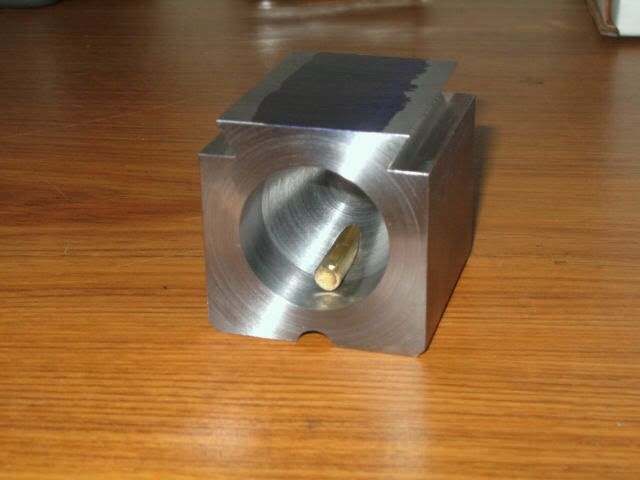
Finish off by drilling and tapping a 1/2-20 hole in the center of the nut:

I put a black oxide finish on the completed T-nut.
(continued in next post...)
The MLA-23 toolpost is of the “quick-change” type, designed to accommodate a variety of user-made tool holders, securely locked to an expanding dovetail tool block. This is an ideal project for the home-shop lathe user who enjoys the challenge/reward of making their own tools, and is looking to upgrade from the lantern-style toolpost.
With this thread, I will outline my experience in machining the MLA-23 toolpost. For those machinists contemplating making one for themselves, keep in mind that this treatise gives only one approach to the building process, and you are encouraged to apply your own skills as you see fit, the goal being to arrive at a result that satisfies your own individual tastes. A mill is not absolutely necessary to machine the toolpost, though it would no doubt make the job easier. I didn’t have one when I began the project, so I wound up using a South Bend milling attachment on my 9A lathe, enhanced with a South Bend shaper vise. (You can read more about it here.)
Unlike most of the MLA kits, the MLA-23 uses no castings. However, the kit includes all of the materials and hardware needed to complete the toolpost, along with excellent drawings and instructions:
Mostly as an exercise, and just for the heck of it, I drew up the toolpost in Solid Edge (3D CAD system). Here’s a view of the assembly resulting from that effort (notice that I elected to use a tapered-style ball handle):
And here’s an exploded view, giving a clearer idea of how the toolpost is constructed:
To get things off to an easy start, I began with the T-NUT. The kit includes a hunk of CRS for making this item. Though dimensions are included in the drawings, be sure to check the actual slot in your lathe’s compound to verify the correct size. Start by machining the overall size of the nut, and then notch the two corners as required:
Finish off by drilling and tapping a 1/2-20 hole in the center of the nut:
I put a black oxide finish on the completed T-nut.
(continued in next post...)








")