xplodee
Hot Rolled
- Joined
- Oct 14, 2013
- Location
- Allentown, PA
Hi All-
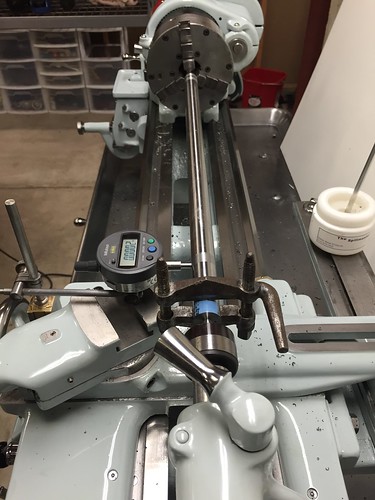
My tailstock is out of alignment side to side, as in it points to the right as you extend it out of the quill. The total runout over the 2" of travel is 0.006, so quite a bit in my opinion.
Scraping it into alignment should solve this, right? Is there a way to shim it instead of scraping it? I do not have the tools to scrape it and would have to rely on a kind soul to come to my house and do it for me.
The tailstock has no droop and it is raised to the correct height. The only issue is that it points to the side. I aligned everything with the tailstock at 1" of travel (exactly in the middle) so the good news is that I can turn between centers with no taper (0.0002 over 18") so long as I lock the quill down at 1". But drilling could be an issue...
My tailstock is out of alignment side to side, as in it points to the right as you extend it out of the quill. The total runout over the 2" of travel is 0.006, so quite a bit in my opinion.
Scraping it into alignment should solve this, right? Is there a way to shim it instead of scraping it? I do not have the tools to scrape it and would have to rely on a kind soul to come to my house and do it for me.
The tailstock has no droop and it is raised to the correct height. The only issue is that it points to the side. I aligned everything with the tailstock at 1" of travel (exactly in the middle) so the good news is that I can turn between centers with no taper (0.0002 over 18") so long as I lock the quill down at 1". But drilling could be an issue...