Born2L8
Hot Rolled
- Joined
- Oct 10, 2006
- Location
- Richlands, VA
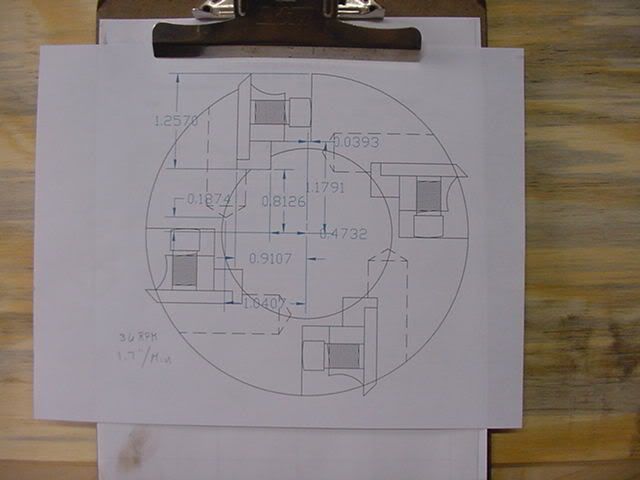
Yesterday, our Powermatic 225 24" planer ate it's own head. One of the bolts that hold the cast iron segmented chipbreaker bar had come out.
This allowed the chipbreakers to rise up in to the head instead of pivot up and around it. Lots of small to not so small pieces of steel and cast iron were dislodged from their proper places.
Head is trashed. Powermatic has decided that since there are thousands of these machines in use after 30-40 years of service, and said machines should be replaced by new ones, that they would cease production of cutterheads.
Searches of Ebay, Woodweb, and my favorite machinery dealers turned up no used heads. I have been advised by several people that the newer insert heads will not hold up to the abuse that this machine tolerates daily.
So, I bought a bar of 4150 HRRS RC-35 to make a new one from.
Questions:
1- If I follow MHB for feeds and speeds for HSS slot milling cutters, is there any practical limit to the depth of cut, other than the power available and the rigidity of the machine?(Southbend-Vernier Model 250 with a 1 1/4" arbor.)
I have coolant on mill.
2- Is it better to cut the outsides of the slot first and then take out the middle? Or vice- versa? I will probably use a 7/16 x 5" stagger tooth cutter (which would get most of it in 2 passes). I do have smaller and larger cutters. There is a step in the slot.
I can't answer exact dimension questions as I'm at home and the head is not.
Thanks, Charlie
This allowed the chipbreakers to rise up in to the head instead of pivot up and around it. Lots of small to not so small pieces of steel and cast iron were dislodged from their proper places.
Head is trashed. Powermatic has decided that since there are thousands of these machines in use after 30-40 years of service, and said machines should be replaced by new ones, that they would cease production of cutterheads.
Searches of Ebay, Woodweb, and my favorite machinery dealers turned up no used heads. I have been advised by several people that the newer insert heads will not hold up to the abuse that this machine tolerates daily.
So, I bought a bar of 4150 HRRS RC-35 to make a new one from.
Questions:
1- If I follow MHB for feeds and speeds for HSS slot milling cutters, is there any practical limit to the depth of cut, other than the power available and the rigidity of the machine?(Southbend-Vernier Model 250 with a 1 1/4" arbor.)
I have coolant on mill.
2- Is it better to cut the outsides of the slot first and then take out the middle? Or vice- versa? I will probably use a 7/16 x 5" stagger tooth cutter (which would get most of it in 2 passes). I do have smaller and larger cutters. There is a step in the slot.
I can't answer exact dimension questions as I'm at home and the head is not.
Thanks, Charlie


 (not that that ever happened to me)
(not that that ever happened to me)") . I am in the process of getting a Nichols mill home, which I just picked up on the big auction site on Al Gore's internet.
. I am in the process of getting a Nichols mill home, which I just picked up on the big auction site on Al Gore's internet.