Hey All,
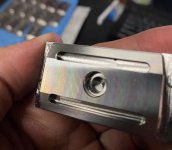
A few weeks ago I faced about 30 of these 1"x2" Titanium 6Al-4V parts using a 1.5" 45 degree shellmill with some SEHT 43 YBG205 Inserts. Left about .01" for the cut and ran the tool down the centerline of the part (Surface finish is paramount on this part and the machining lines need to be centered and aesthetic). SFM was 250 and CPT was .003". Surface finish came out amazing, no issues whatsoever....however...
Now, same batch of parts again, same tool, coolant, workholding, feeds/speeds, and material. But now I'm getting this strange tearing/wrinkled look on the surface of every single part. Could this be a result of a bad batch of titanium alloy? Coolant concentration is at 12% and the inserts were rotated to some freshies just in case. I reached out to the metal supplier and they confirmed that the alloy was the same, but they did come from two different processing plants. They even sent me the certifications for both.
Machine is a Fadal3016 88HS. Coolant is QualiChem 251c, only a month old.
I changed my SFM all the way from 200-500 and the CPT from .003 to .007, with every combination of the two in-between. Still wrinkles and tearing in the surface finish.
I'm thinking I need to get some better inserts designed for titanium too, but it's odd that my current inserts would work for me before and quit on me now.
I've attached pictures of both the good and the ugly. I know both may be acceptable in almost all other scenarios, but this is part of an assembly for a high end consumer product.
Does anyone have any insight on this? Feel like I've exhausted all my options.
A few weeks ago I faced about 30 of these 1"x2" Titanium 6Al-4V parts using a 1.5" 45 degree shellmill with some SEHT 43 YBG205 Inserts. Left about .01" for the cut and ran the tool down the centerline of the part (Surface finish is paramount on this part and the machining lines need to be centered and aesthetic). SFM was 250 and CPT was .003". Surface finish came out amazing, no issues whatsoever....however...
Now, same batch of parts again, same tool, coolant, workholding, feeds/speeds, and material. But now I'm getting this strange tearing/wrinkled look on the surface of every single part. Could this be a result of a bad batch of titanium alloy? Coolant concentration is at 12% and the inserts were rotated to some freshies just in case. I reached out to the metal supplier and they confirmed that the alloy was the same, but they did come from two different processing plants. They even sent me the certifications for both.
Machine is a Fadal3016 88HS. Coolant is QualiChem 251c, only a month old.
I changed my SFM all the way from 200-500 and the CPT from .003 to .007, with every combination of the two in-between. Still wrinkles and tearing in the surface finish.
I'm thinking I need to get some better inserts designed for titanium too, but it's odd that my current inserts would work for me before and quit on me now.
I've attached pictures of both the good and the ugly. I know both may be acceptable in almost all other scenarios, but this is part of an assembly for a high end consumer product.
Does anyone have any insight on this? Feel like I've exhausted all my options.